Рассматриваются пути совмещения технологических процессов на примере стрижки овец и первичной обработки шерсти и математическое моделирование данных процессов с помощью теории агрегативных систем и экспериментальных данных которые подтверждают, что данные процессы технологически совместимы и могут выполнятся, как единая технологическая линия в условиях фермерских и кооперативных хозяйств.
В аграрном секторе Кыргызстана образовались более 300 тыс. фермерских (крестьянских) хозяйств и около 400 сельхозкооперативов, поголовье овец в которых колеблется от 50 до 10 тыс. голов, что требует новых путей их обслуживания и обработки. Одним из перспективных путей является совмещение технологически совместимых процессов. В этой связи нами разработана установка для стрижки овец и первичной обработки шерсти для стационарного и передвижного (выносного) исполнения, техническая новизна которых подтверждена патентами №1017 и № 989 KG [1,2]. Для математического описания функционирования установки разделим ее на 9 агрегатов (А1…А9), где n0(t) и n1(t) означают характер поступления овец на стрижку, nc(t) и nш(t) выходные параметры, соответственно количество остриженных овец и масса остриженной шерсти (рисунок 1).
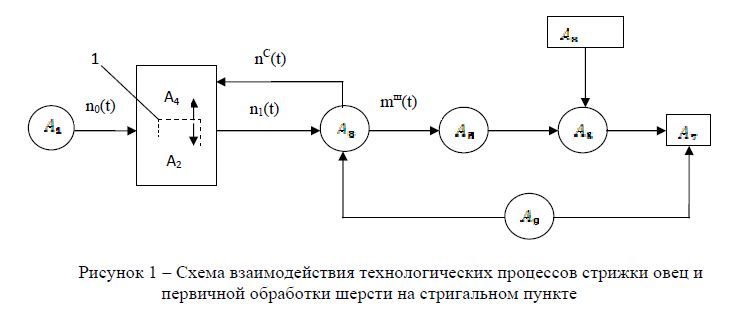
Рисунок 1 – Схема взаимодействия технологических процессов стрижки овец и первичной обработки шерсти на стригальном пункте
Пусть в случайные моменты времени в течение смены Тс на установку поступают овцы из овцеводческого хозяйства (агрегат А1) группами, количество пoi которых представляет собой целочисленные взаимонезависимые одинаково распределённые случайные величины, рассматриваемые как реализация случайной величины п1с распределением {рni} (где i=l,2, ... ). По мере поступления овцы размещаются в загон для нестриженных овец (агрегат А2), из которого подавальщики подают их в устройство для стрижки (агрегат А3), где их стригут пооперационным методом и направляют в загон для стриженных овец пс(t) (агрегат А4). Так как агрегаты А2 и А4 имеют общий контур и снабжены передвижным поджимом 1, когда площадь агрегата А2 стремиться к максимуму (А2→mах), площадь агрегата А4 стремиться к минимуму (А4→min), и наоборот, то есть при A4→max, то A2→min. При этом рационально используются площади агрегатов А2 и А4. Остриженная шерсть mш (t) направляется в агрегат А5, далее в агрегаты А6 и А7 последовательно. Качественные показатели выходных параметров nc (t) и mш(t) контролируется агрегатом А8. Энергоснабжение агрегатов А3 и А7 осуществляется агрегатом А9 (микро ГЭС).
В результате совместных работ агрегатов А3, А 5, А6, А7, A8 и А9 установка окажется, в момент времени ti, готовым к взаимодействию с агрегатом А2 и переходит в состояние ожидания взаимодействия. В противном случае, если агрегат А2 раньше переходит в состояние ожидания, то появляются очереди, что нежелательно, так как это приводит к нарушению технологического процесса.
При совместной работе агрегатов А2 и А3, агрегат А2 израсходует имеющихся в нем овец полностью или частично. При этом площадь агрегата А2 соответственно переходит в площадь агрегата А4 и в конце стрижки агрегат А2 превращается в агрегат А4 заполненный стрижеными овцами. Таким образом, нестриженные овцы поступившие из овцеводческого хозяйства (агрегат A1) в агрегат А2 , после стрижки окажутся в агрегате А4, готовые к возврату овцеводческому хозяйству. Взаимодействие агрегатов А3, А5, А6, А7, А8 и А9 осуществляется в процессе стрижки овец. Задачей моделирования является взаимная увязка указанных выше технологических процессов по продолжительности их выполнения. При этом основными факторами также приняты количество стригалей, обслуживающего персонала, их квалификация и равномерность загрузки.
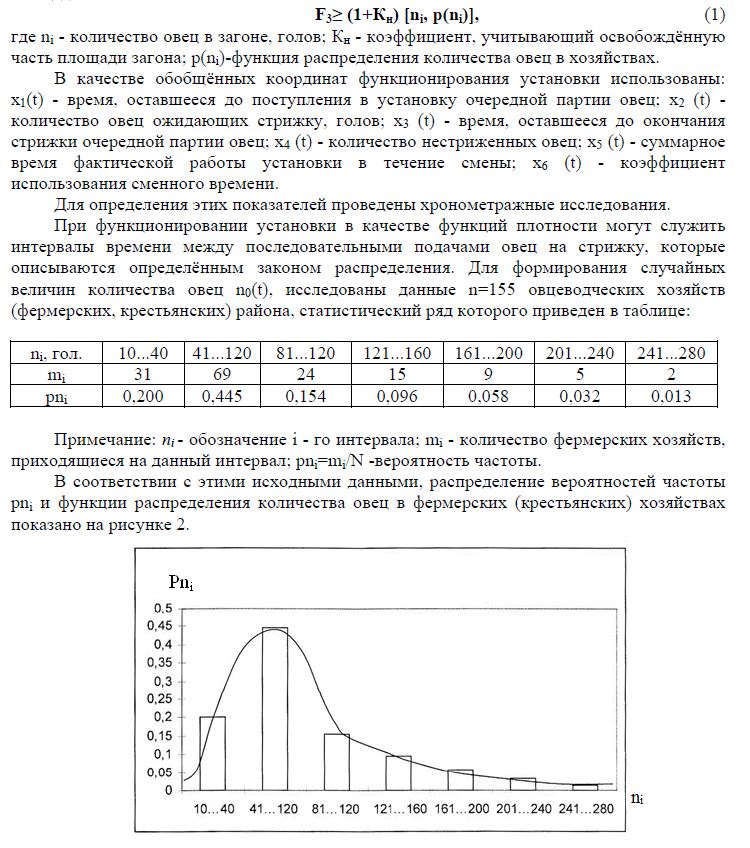
Для формирования случайных величин составляется статистический ряд и определяется распределение вероятностей частоты количеств овец в овцеводческих хозяйствах. По этим данным установливается функцию распределения количества овец и площадь загона:
Таким образом, моделирование показывает, что вполне можно совмещать технологические процессы стрижки овец и первичной обработки шерсти в условиях фермерских и кооперативных хозяйств. Для передвижного варианта установки в качестве источника электрической энергии рекомендуется микроГЭС.
Литература
- Патент Кыргызской Республики №1017:
- Патент Кыргызской Республики №989.