В статье рассмотрен процесс получения глинозема во вращающейся печи. В качестве примера математического моделирования приводится расчет теплового режима печи кальцинации № 5 АО «Алюминий Казахстана». Указаны основные этапы вычислений, позволяющие исследовать высокотемпературные технологические процессы.
Павлодарский алюминиевый завод, вступивший в строй в 1964 году, - первенец алюминиевой промышленности и флагман цветной металлургии Казахстана. На АО «Алюминий Казахстана», впервые в отечественной и мировой практике была реализована последовательная комбинированная схема производства глинозема Байер - спекание из низкокачественных (низкосортных) бокситов, имеющих невысокое содержание основного вещества - А12О3. Данный способ обусловлен химическим составом бокситов, поступаемых на переработку.
Участок кальцинации - это подразделение гидрометаллургического цеха, в котором происходит завершающая стадия производства основного вида продукции завода – металлургического глинозема. Основным технологическим оборудованием участка кальцинации являются трубчатые вращающиеся печи, именно в них происходит высокотемпературный процесс кальцинации и прокалки гидрата алюминия. Для протекания процесса кальцинации (обезвоживание) необходимо затратить определенную, достаточно большую энергию. Фактически это выражается в нагреве гидрата до высокой температуры и выдержке его при этой температуре определенное время во вращающейся печи. Сжигание топлива происходит в одном пространстве с материалом, при этом материал движется навстречу дымовым газом. Кроме непосредственного воздействия с факелом материал контактирует с раскаленными газами и поверхностями печи, нагреваясь от них.
Процесс превращения гидрата в глинозем состоит из четырех основных этапов, которые характеризуются определенными изменениями химического состава и физического состояния материала. Печное пространство, в свою очередь, делится на четыре зоны, каждая из которых соответствует определенному этапу превращения материала. Четких границ между зонами по ряду причин (сложное движение материала, относительная нестабильность теплового режима, параметров и состава топлива и гидрата) не существует, но это деление позволяет легче понять процесс кальцинации. Как показал тепловой расчет печи, при уменьшении расхода топлива на печь длина зоны кальцинации печи увеличивается, что может свидетельствовать о том, что процесс образования так называемой высокотемпературной формы гамма–модификации глинозѐма, более устойчивой и менее гигроскопичной начинается именно в конце этой зоны, приближающейся к высокотемпературной зоне, которая начинается с некоторого участка излучающего поток энергии факела, а затем переходит на участок непосредственного горения факела [1].
Известно, что интенсивность теплообмена, а следовательно, и производительность промышленной печи, расход и полнота сгорания топлива и во многих случаях качество продукции зависят от комплекса взаимосвязанных факторов, таких как длина, форма и температура факела, его положение относительно технологического материала, скорость подачи топлива и воздуха, наличие рециркуляционных или застойных зон. В местах повышенного тепловыделения может, вследствие резкого возрастания температуры, снижаться стойкость футеровки или происходить образование экологически вредных компонентов типа оксидов азота. Таким образом, совершенствование тепловой работы промышленных печей является одной из важнейших современных инженерных задач.
Исследование высокотемпературных теплотехнологических процессов возможно методами математического моделирования, предусматривающими численное решение системы дифференциальных уравнений переноса вещества, количества движения и энергии. Математическая модель, как правило, не требует при решении инженерной задачи каких-либо эмпирических зависимостей, кроме уравнений, определяющих физические свойства веществ.
В качестве примера рассмотрим математическую модель участка кальцинации зоны II. Определяем скорость движения материала в печи ωм, м/ч, определяем по формуле [2]:
Полученные значения φ, lx, lд , Sэфф сводим в таблицу 1.
Таблица 1 – Сводные данные
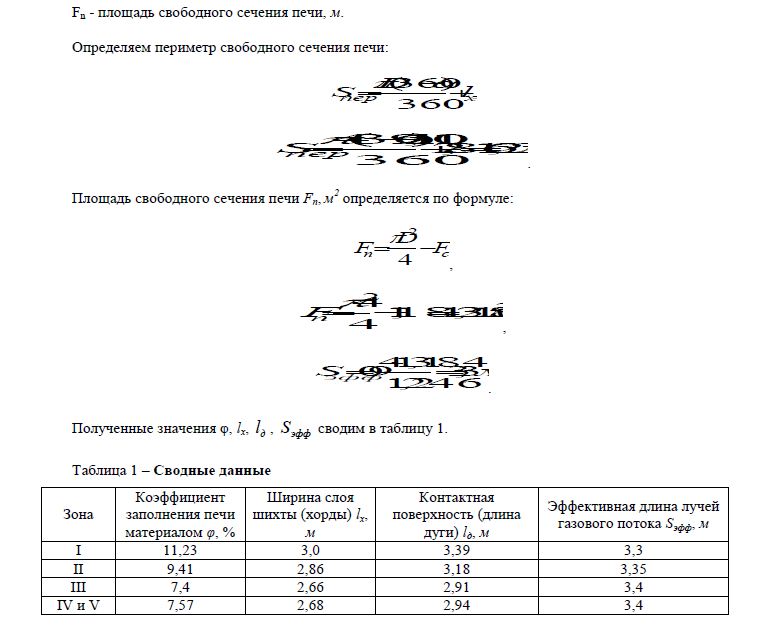
Данное математическое моделирование позволяет определить коэффициент заполнения печи материалом, ширину слоя шихты (хорды), контактную поверхность (длину дуги) и эффективную длину лучей газового потока, которые характеризуют эффективность работы печи кальцинации.
Литература
- Ходоров Е.И., Шморгуненко Н.С. Техника спекания шихт глиноземной промышленности. – М.: Металлургия, 1978. - 319 с.
- Самарянова Л.Б., Лайнер А.И. Технологические расчеты в производстве глинозема: Учебное пособие для техникумов. – М.: Металлургия, 1981. - 280 с.