Три уровня автоматизации технологических процессов
В настоящее время существуют большие возможности увеличения доходов на инвестированный капитал для тех предприятий и фирм, которые готовы к применению гибких производственных систем (ГПС). И наоборот, не будет преувеличением считать, что неудача в использовании ГПС может привести фирму к возникновению почти необратимой потери конкурентоспособности и, соответственно, доли сбыта продукции.
Именно ГПС, а не промышленные роботы знаменуют собой начало этапа научно-технической революции, который позволит в машиностроении достигнуть уровня автоматизации, давно существующего в перерабатывающих отраслях [1-5].
Безусловно, ГПС не дают ответа на все вопросы, но там, где необходимо, их преимущества нужно всемерно использовать. Причина этого довольно проста — ведь рассматривают не новый производственный процесс, который даст резкий толчок повышению производительности, а концепцию, которая коренным образом изменит все методы работы фирм — от закупок материалов и оформления заказов до распределения и сбыта готовой продукции.
С внедрением ГПС становится практически осуществимым сочетание высокой производительности с малыми размерами партии изделий и коротким периодом освоения их производства. Таким образом, стратегия производства выходит на качественно новый этап.
С точки зрения адаптивных возможностей к обновлению, номенклатуре и серийности производства можно выделить три уровня автоматизации технологических процессов:
а) традиционная «жесткая» автоматизация;
б) автоматизированное производство с ограниченными возможностями переналадки;
в) гибкое автоматизированное производство.
Традиционная «жесткая» автоматизация технологических процессов осуществляется на основе применения полуавтоматов и автоматов, станков с программным управлением, обрабатывающих центров, автоматических линий и др. К автоматизированному производству с ограниченными возможностями переналадки можно отнести: автоматические линии, управляемые ЭВМ; роторные и роторно-конвейерные линии; роботизированное производство.
На автоматических станках все процессы обработки детали осуществляются без непосредственного вмешательства рабочего (на полуавтоматических вручную производятся установка и снятие заготовки) по заданной программе. Изменить или полностью заменить программу работы автомата крайне сложно, а часто и невозможно. По этой причине такие станки применяются в серийном и массовом производстве.
Преимуществом станков с числовым программным управлением (ЧПУ) является увеличение количества выполняемых операций, сокращение времени обработки и относительная простота переналадки. Применение станков с ЧПУ дало возможность значительно повысить производительность труда (в 2-4 раза), однако загрузка их заготовками и выгрузка обработанных деталей осуществляются вручную. Кроме того, станки с ЧПУ имеют ограниченный набор инструментов.
Обрабатывающий центр (ОЦ) — многопозиционный станок с ЧПУ — оснащен устройствами для размещения большого набора инструмента (магазины) и системой автоматической замены инструмента. В магазинах ОЦ можно разместить до 150 различных инструментов, позволяющих выполнять достаточно большое число операций. Важнейшим преимуществом является то, что эти многочисленные операции осуществляются без снятия заготовки со станка. Применение обрабатывающих центров обеспечивает высокую точность обработки; производительность труда при их использовании возрастает в 3-4 раза. Однако ОЦ с ЧПУ выполняют только часть технологических операций по производству готовой продукции. Для получения готового изделия заготовка должна пройти обработку на нескольких станках с ЧПУ.
Автоматическая линия (АЛ) — это система автоматически действующих станков, связанных транспортными средствами, которая имеет единое управляющее устройство. Возможна компоновка АЛ из автоматических станков, станков с ЧПУ и ОЦ. В одной автоматической линии могут работать все указанные элементы в различных сочетаниях. Автоматические линии отличаются высокой производительностью, однако каждую из них изготавливают для обработки вполне определенной детали. При изменении конструкции детали производят новую компоновку линии, ее переналадку с частичной или полной остановкой производства.
Отличительной особенностью роторных (РЛ) и роторно-конвейерных (РКЛ) линий является то, что технологические операции выполняются в процессе совместного транспортирования обрабатываемых заготовок и инструмента, расположенных на замкнутых транспортирующих устройствах (роторах).
Роторные линии представляют собой автоматические линии машин, принцип действия которых основан на совместном движении по окружности инструмента и обрабатываемого им предмета. Все операции по установке детали в ротор, ее обработке и выталкиванию производятся за один неполный оборот диска. Преимущества РЛ — конструктивная простота, надежность, точность и огромная производительность, недостаток — малая гибкость.
Значительно большей гибкостью обладают РКЛ. В таких линиях инструментальные блоки располагаются не на дисках роторов, а на огибающем их конвейере. В этом случае переналадка РКЛ на выпуск новой продукции сводится к автоматической замене инструмента.
Промышленный робот — это автономно-функционирующая машина (автомат), предназначенная для воспроизведения некоторых двигательных и умственных функций человека при выполнении основных и вспомогательных производственных операций без непосредственного участия человека. Различают три поколения роботов:
1) программируемые роботы, действующие по заданной программе, которая определяет последовательность выполнения операций, и работающие по принципу «взять — положить»;
2) адаптивные (приспосабливающиеся) роботы, действующие по заданной программе и оснащенные рядом датчиков, а следовательно, и техническими органами чувств, позволяющими им корректировать свое поведение в зависимости от окружающей производственной среды;
3) интеллектуальные, или интегральные, роботы, обладающие элементами искусственного интеллекта и возможностью свободного диалога с человеком.
Высшей формой организации промышленного производства является автоматизированное поточное производство. В машиностроении основными направлениями автоматизации являются: применение автоматических поточных линий — системы автоматизированных машин; создание автоматизированных цехов и заводов-автоматов.
Одной из отличительных черт высокоразвитого производства в настоящее время является способность его быстро и своевременно, без значительных затрат осуществлять переход на выпуск новой продукции взамен устаревшей, тем более, что в машиностроении на долю массового и серийного производства приходится лишь 20-25 % продукции, а 75-80 % — это мелкосерийная продукция, производство которой, как и различных ее модификаций, требует частых остановок, переналадок и настроек действующего автоматического оборудования. Это приводит к снижению производительности и качества производимой продукции и повышению ее себестоимости, т.е. к снижению эффективности производства. В связи с этим необходимо, чтобы современное производство было гибким. Главным элементом гибкого автоматизированного производства (ГАП) является гибкая производственная система (ГНС).
Содержание и состав гибких производственных систем
В общем виде под гибкой производственной системой понимается система группового производства, построенная на основе современных технических средств (станков с ЧПУ, технологических и вспомогательных роботов, транспортно-накопительных и складских систем и т.д.), обеспечивающих частичную или полную автоматизацию выполнения производственными подразделениями (линиями, участками, цехами) основных и вспомогательных производственных процессов и функций управления [6; 140].
Первичной ячейкой любой гибкой производственной системы является гибкий производственный модуль (ГПМ). Гибкий производственный модуль — это гибкая производственная система, которая состоит из единицы технологического оборудования и оснащена автоматизированным устройством программного управления, а также средствами автоматизации технологического процесса; автономно функционирует, осуществляет многократные автоматические рабочие циклы и имеет возможность встраиваться в систему более высокого уровня. В общем случае средства автоматизации ГПМ могут включать накопители, спутники, а также устройства: загрузки и выгрузки, замены технологической оснастки, удаления отходов, автоматического контроля, переналадки и т.д. Частным случаем ГПМ является роботизированный технологический комплекс, при возможности его встраивания в систему более высокого уровня.
Из гибких производственных модулей формируются гибкие автоматизированные линии, участки и цехи.
Гибкая автоматизированная линия представлет собой гибкую производственную систему, состоящую из нескольких гибких производственных модулей, объединенных автоматизированной системой управления, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
Гибкий автоматизированный участок — гибкая производственная система, состоящая из нескольких гибких производственных модулей, которые объединены автоматизированной системой управления. Она функционирует по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования.
Гибкий автоматизированный цех — гибкая производственная система, представляющая собой совокупность гибких автоматизированных участков, которые предназначены для изготовления изделий заданной номенклатуры.
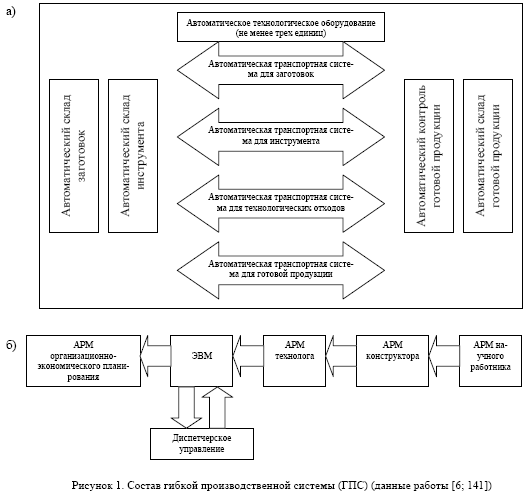
В наиболее полном, завершенном виде гибкая производственная система состоит из двух частей: гибкой автоматизированной собственно производственной части (ГАП), которая непосредственно реализует технологический процесс изготовления изделий (рис. 1а); системы автоматизированной разработки для подлежащих изготовлению изделий (АСНИ — автоматизированной системы научных исследований, САПР — системы автоматизированного проектирования и АС ТПП — автоматизированной системы технологической подготовки производства), реализуемых с помощью автоматизированных рабочих мест (АРМ) (рис. 1б). Все части объединены общей автоматизированной системой управления (АСУ), которая реализуется иерархией ЭВМ.
Следовательно, АСУ производством обеспечивает планирование ГАП по номенклатуре и объему производства, АСНИ и САПР — проектирование изделий, АС ТПП — разработку технологических процессов.
Организация ГПС в различных типах производства
Гибкие производственные системы могут организовываться как в крупносерийном, так и в мелкосерийном производстве.
В крупносерийном производстве гибкие производственные системы создаются для обработки небольшой группы конструктивно однородных деталей, имеющих незначительные различия в отдельных элементах конструкции. Обработка деталей осуществляется по единому технологическому маршруту. Это позволяет специализировать оборудование по видам обработки или типам обрабатываемых поверхностей. В состав таких систем включаются автоматическое и полуавтоматическое оборудование; прежде всего агрегатные станки с числовым программным управлением, оснащенные многошпиндельными насадками. Станки с помощью промышленных роботов можно объединить в автоматические линии с гибкой связью, что позволяет обеспечить переналадку системы, а при необходимости изменить структуру и переукомплектование. Примером таких систем могут служить гибкие производственные системы для производства картерных деталей на тракторных заводах.
В среднесерийном производстве гибкие производственные системы создаются для обработки деталей, номенклатура которых характеризуется частой сменой и повторяемостью партий. Задача автоматизации решается на основе создания типовых робототехнических комплексов и гибких производственных модулей различного технологического назначения, в которых промышленные роботы осуществляют единичное или групповое обслуживание оборудования. Примером таких комплексов могут служить гибкие производственные системы для обработки деталей типа «тела вращения», «корпусные» детали. В мелкосерийном производстве гибкие производственные системы предназначены для обработки мелких серий разнородных деталей с изменяющейся номенклатурой, для которых требуются переналадки за время смены. Оборудование системы состоит из станков с числовым программным управлением, которые объединяются в участки либо с технологическим, либо с предметным принципом организации. Перспективно применение робототехнических комплексов на основе многооперационных станков с числовым программным управлением и с высоким уровнем концентрации и совмещения операций.
Гибкое автоматизированное производство и его генеалогия
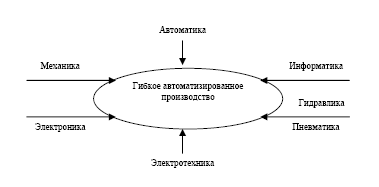
В последние годы развитие так называемых классических областей техники (механики, электротехники, электроники и т.п.) привело к созданию более совершенных датчиков и исполнительных механизмов применительно к числовой обработке сигналов. Использование информатики в сочетании с достижениями в «классических» областях техники позволило перейти к гибкой автоматизации дискретных производственных процессов и, следовательно, механической обработки. С внедрением ЭВМ, роботов, гибких систем механической обработки и сборки, занявших вслед за станками с ЧПУ важное место в цехах, произошла настоящая революция в области методов и средств производства.
Так родилось понятие «гибкое автоматизированное производство», охватывающее методы и средства автоматизации ГПС — гибкой производственной системы (рис. 2).
В 1980 г. Бланшар и Роман определили классическое понятие «гибкое автоматизированное производство» следующим образом: «совокупность методов и средств, обеспечивающих автоматизацию производственной деятельности на различных стадиях создания и службы изделия: техническая характеристика, разработка, изготовление и использование» [7; 11].
В дальнейшем широкое использование этого понятия привело к его развитию, и теперь с полным основанием можно подразумевать под ним гибкую автоматизацию всех видов производственной деятельности. При этом под гибкостью понимается не только возможность переналадки оборудования на производство изделий различных типов, но и способность всей производственной системы
приспосабливаться к изменениям рыночной конъюнктуры (регулирование объема производства, введение модификаций изделий).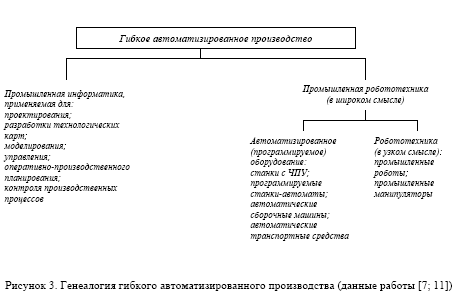
На рисунке 3 представлена генеалогия гибкого автоматизированного производства.
В целом гибкое автоматизированное производство — это сложная интегрированная система, охватывающая весь жизненный цикл продукции (от конструирования до серийного производства).
Значительную роль в получении высокого экономического эффекта при автоматизации играет правильный выбор степени автоматизации технологического процесса. Степень автоматизации определяется коэффициентом автоматизации ![]() :
:
![]() — время работы в автоматическом цикле;
— время работы в автоматическом цикле; ![]() — время полного цикла работы.
— время полного цикла работы.
Этот коэффициент характеризует занятость рабочего и возможность организации многостаночного обслуживания. Чем выше степень автоматизации, тем меньше Тшт (штучное время); выше возможность многостаночного обслуживания; выше стоимость оборудования и затраты на его модернизацию; больше затрат времени на переналадку станка для изготовления другой детали; больше размер партии деталей, при которой работа на данном станке становится экономически целесообразной.
Перспективы развития ГПС
В настоящее время существуют две тенденции формирования гибких производственных систем [6; 150-151].
Первая тенденция предусматривает создание гибких производственных систем на многоцелевых многоинструментальных станках — обрабатывающих центрах, объединенных транспортно-накопительной системой. При этом станки могут дублировать друг друга; они управляются от собственной системы ЧПУ, а вся система — от центральной ЭВМ, способной непосредственно управлять каждым станком в случае необходимости.
Вторая тенденция заключается в формировании гибких производственных систем из специальных станков-модулей, агрегатных станков различных типов. Управление этой системой осуществляется централизованно — от одной ЭВМ; в ней, как правило, отсутствует дублирование станков.
Недостатком гибких производственных систем первого типа по сравнению со вторым является их большая стоимость вследствие использования дорогих многоцелевых станков. Минусами систем второго типа являются их меньшая гибкость при обработке и сложность переналадки при смене или расширении группы обрабатываемых деталей.
Гибкая производственная система должна удовлетворять одновременно двум противоречивым требованиям: сочетать высокую производительность, свойственную автоматическим линиям и специальным станкам, с гибкостью, характерной для станков с ЧПУ. Это противоречие в гибких производственных системах устраняется за счет использования универсального оборудования, в частности, многоинструментальных станков.
Характерные особенности и преимущества гибких производственных систем:
- обеспечивается в одной ГПС эффективная обработка партии деталей, размер которой изменяется в широких пределах; на одном станке можно обрабатывать детали в произвольной последовательности, в соответствии с потребностями участка сборки, что исключает необходимость в промежуточных складах;
- применяемые в ГПС средства ЧПУ и адаптивного управления сводят к минимуму численность обслуживающего персонала и в ряде случаев обеспечивают работу ГПС в ночную смену без участия людей;
- средства ЧПУ позволяют широко варьировать при обработке деталей инструменты и многошпиндельные головки; максимальное повышение производительности достигается путем сочетания одно- и многошпиндельной обработки;
- системы оптимизации с использованием ЭВМ обеспечивают высокую загрузку станков и учет приоритета выпуска деталей;
- использование ГПС обеспечивает рациональное сочетание станков с ЧПУ различных конструкций и группирование их в целях достижения максимальной производительности;
- внедрение ГПС позволяет получить значительный экономический эффект в результате централизованного управления всеми производственными процессами и быстрой двухсторонней передачи административной и технической информации.
Широкое внедрение ГПС обеспечивает сокращение числа станочников в пять-десять раз, увеличение производительности оборудования — в четыре-пять раз, улучшение использования производственной площади — в два-четыре раза, а также сокращение сроков подготовки производства и производственного цикла, оперативный контроль за ходом производственных процессов и необходимый уровень оперативного планирования, а также улучшение условий труда и значительное расширение возможностей эффективного использования преимуществ кооперации производства.
Список литературы
1 Хартли Дж. ГПС в действии: Пер. с англ. — М.: Машиностроение, 1987. — 328 с.
2 Соломенцев Ю.М., Сосонкин В.Л. Управление гибкими производственными системами. — М.: Машиностроение, 1988. — 352 с.
3 Гибкие производственные системы: Пер. с япон. / Под ред. Л.Ю.Лищинского. — М.: Машиностроение, 1987. — 232 с.
4 Блехерман М.Х. Гибкие производственные системы (Организационно-экономические аспекты). — М.: Экономика, 1988. — 221 с.
5 Сатановский Г.Л. Организационное обеспечение гибкости машиностроительного производства. — Л.: Машиностроение, Ленингр. отд-ние, 1987. 96 с.
6 Соколицын С.А., Кузин Б.И. Организация и оперативное управление машиностроительным производством: Учебник. — Л.: Машиностроение, Ленингр. отд-ние, 1988. — 527 с.
7 ФроманБ., ЛезажЖ.-Ж. ГПС в механической обработке: Пер. с фр. — М.: Машиностроение, 1988. — 120 с.