Ограничение вредного воздействия шума не только улучшает санитарно-гигиенические условия рабочих и служащих, но и имеет большое технико-экономическое значение. Известно, что шум – один из вредных факторов, снижающих производительность труда. Отечественными и зарубежными специалистами установлено, что шум снижает работоспособность при умственном труде на 60% , а при физическом – примерно на 30%. А ведь только один процент производительности труда в промышленности СНГ – это продукция, созданная трудом почти 600 тыс. рабочих. Снижение производственного шума до санитарных норм обеспечивает как социальный, так и экономический эффект. Экономия обеспечивается повышением производительности труда, снижением условных трудовых потерь, а также снижением потерь общества, возникающих вследствие изменения трудоспособности рабочих с поврежденным слухом после перехода их на другую работу. Все эти причины обусловили решение проблемы снижения производственного шума вообще и ударного шума, в частности. Однако, если теория вопроса снижения производственного шума разработана в достаточной степени, практическая сторона этой проблемы рассмотрена еще слабо. Следует отметить, что наиболее рациональным методом борьбы с шумом является снижение его в источнике возникновения, что достигается применением материалов с повышенными демпфирующими свойствами.
К настоящему времени имеется эмпирический материал о шумовых характеристиках промышленного оборудования, но еще недостаточно исследованы акустические и демпфирующие свойства наиболее распространенных конструкционных сталей, из которых изготовлены соударяющиеся детали машин и механизмов.
Большинство видов кузнечно-прессового оборудования относится к машинам ударного действия, при работе которых возникает импульсный шум, причем его уровень на рабочих местах, как правило, превышает допустимый.
В зависимости от принципа действия, назначения и вида основных источников образования шума кузнечно-прессовое оборудование можно разделить на следующие группы [1]: прессы механические; прессы гидравлические; автоматы кузнечно-прессовые; молоты; прочие (коночные, гибочные и правильные машины, ножницы и др.).
Основным источником шума, излучаемого механическим прессом, являются колебания его станины и маховика [2, 3] в результате ударов во всех подвижных сочленениях пресса, возникающих в момент включения и в начале движения кривошипно-шатунного или эксцентрикового механизма, когда происходит выборка люфтов в сочленениях шатуна с шейкой рабочего вала и ползуном, а также в подшипниках рабочего вала. Процесс взаимодействия штампа с заготовкой также носит ударный характер. При штамповке уровни звука прессов заметно возрастают – на 4-10 дБА.
Шум включения пресса отсутствует при автоматическом режиме его работы. При этом уровни шума остаются такими же, как и в режиме |разового пуска. Возрастание фонового уровня шума в помещении при переводе прессов в автоматический режим работы может быть в значи- тельной мере устранено акустической обработкой ограждающих поверхностей помещения.
Другой путь уменьшения шума включения пресса – обеспечение плавности процессов включения. Его можно реализовать, заменив механические (кулачковые) муфты прессов фрикционными, пневматическими. Такая замена позволяет снизить шум включения в ближнем поле муфты на 15 дБА, а на рабочем месте штамповщика на 8-11 дБА.
Шум штамповки можно уменьшить тем же методом – увеличением плавности процесса за счет установки на прессах скошенных штампов вместо прямых. Это делается обычно для уменьшения требуемого усилия вырубки какой-либо детали и позволяет повысить срок службы штампа. При скошенном штампе (величина скоса штампа равна толщине заготовки) уровень звука на рабочем месте штамповщика уменьшается на 14 дБА. Применение скошенных штампов наиболее рационально при вырубке деталей большого периметра, когда требуются значительные усилия.
Прессы необходимо поддерживать в хорошем техническом состоянии. Чем больше пресс изношен, тем больше люфты во всех звеньях его кинематической цепи и тем больше шум выборки
этих люфтов, как при включении пресса, так и при штамповке. Шум однотипных прессов, находящихся в разном техническом состоянии, может отличаться на 6-8 дБА.
Для снижения шума выхлопа отработанного сжатого воздуха на прессах, имеющих пневматическую муфту включения и тормоза, не могут использоваться обычные глушители шума пневмосистем, содержащие пористый звукопоглощающий материал. Это связано с тем, что при засорении пористых материалов возрастает противодавление в системе, которое может привести к несчастным случаям из-за сдваивания ходов пресса. Для снижения шума при работе фрикционной муфты сцепления и тормоза прессов усилием до 10 МН на Горьковском автозаводе разработан и широко применяется специальный глушитель [4].
Для создания безопасных условий труда и повышения его производительности на легких прессах широко используется съем мелких отштампованных деталей струей сжатого воздуха при помощи пневматических сопел, работающих постоянно или включаемых синхронно с ходом ползуна пресса. Для снижения уровня интенсивного высокочастотного шума, возникающего при работе систем пневмосдува, разработаны специальные глушители [3]. Для съема мелких деталей, штампованных из листовой стали, целесообразно использовать вместо сдува вакуумные присосы.
При наличии транспортирующих устройств, следует стремиться к сокращению пути свободного перемещения деталей, заменять металлические склизы пластмассовыми или облицовывать их вибродемпфирующими покрытиями, крепить склизы к стойкам, не связанным со станиной пресса.
Замена штамповки прессованием значительно снижает шум, так как этот процесс является безударным. Уровни звука на рабочих местах большинства гидравлических прессов не превышают 90-96 дБА, для механических прессов они составляют 100-110 дБА. Особенно шумными являются гидравлические прессы для листовой штамповки простого и двойного действия усилием до 31,5 МН, уровни звука, на рабочих местах которых достигают 106 дБА.
Большинство мероприятий по снижению шума гидравлических прессов связано со вспомогательным оборудованием и операциями – гидросистемой, подачей и удалением деталей. Насос гидросистемы следует устанавливать в изолированной камере или закрывать звукоизо- лирующим кожухом, трубопроводы – покрыть вибропоглощающими материалами или звукоизолировать.
Прессовое оборудование широко применяется для холодной высадки мелких деталей, которая является высокопроизводительным и прогрессивным процессом. Однако уровни звука около прессов (автоматов) холодной высадки очень высоки до 97-108 дБА, и нередко даже небольшая группа такого оборудования создает неблагоприятную шумовую обстановку не только в том цехе или на участке, где они расположены, но и в смежных помещениях.
Снижение шума кузнечно-прессовых автоматов в источнике связано со значительными трудностями, однако в настоящее время уже разработаны конструкции малошумных автоматов. Так, применение оригинальной кинематической схемы гвоздильного автомата позволило создать станок, уровень звука на рабочем месте которого составляет 80 дБА [5]. Шум гвоздильного автомата слагается из шумов от нескольких независимых источников, которыми являются механизмы выездки, зажима, и подачи.
Особенностью работы механизмов гвоздильного автомата является ударный характер взаимодействия между звеньями в сочленениях и инструмента с заготовкой. Изменение временных характеристик соударений звеньев приводит к изменению уровней создаваемого шума, примем уменьшение скорости соударений звеньев и увеличение времени между ударами, приводит к снижению уровня шума. Это лежит в основе малошумных конструкций каждого из механизмов гвоздильного автомата. Уменьшение радиуса кривошипа механизма высадки пишет снизить скорость соударения инструмента с заготовкой 2,5-3 раза, что приводит к снижению уровней звукового давления 7-9 дБ в частотном диапазоне, где имеется наибольшее превышение над допустимыми уровнями.
Основными источниками шумообразования в механизмах зажима и реза-острения являются зубчатые передачи. Снижение сил соударений в них в принципе возможно за счет повышения точности изготовления колес. Однако переход к необходимой 7-й степени точности зубчатых передач гвоздильных автоматов неприемлем по технологическим соображениям, поэтому единственно реальным путем снижения шума данных механизмов является исключение зубчатых передач из кинематической схемы гвоздильного автомата.
В условиях действующего производства для снижения шума на участках холодной высадки могут быть применены звукоизолирующие кожухи, сконструированные с учетом обеспечения
удобства обслуживания и ремонта станков и частично открытые со стороны подачи проволоки [6]. При планировке производственных помещений участки холодной высадки целесообразно отделить от остального цеха и вспомогательных участков звукоизолирующей перегородкой, а прессы разместить группами по 4-6 шт. в отдельных отсеках, образованных экранами высотой около 3 м со звукопоглощающей облицовкой. Потолок и стены помещения также надо облицевать звукопоглощающими конструкциями.
Радикальный путь защиты от шума рабочих метизного производства – повышение степени автоматизации производственных процессов, при которой управление станками и контроль их работы осуществляются дистанционно, а операторы большую часть рабочего времени находятся в звукоизолированных постах наблюдения.
Основным источником особо интенсивного импульсного шума в кузнечно-прессовом производстве являются паровоздушные и пневматические молоты. Шум излучается в момент соударения бойка бабы молота (штампа) с заготовкой. По данным работы [4] различные молоты равной мощности, штампующие изделия одной и той же номенклатуры, имеют близкие частотные характеристики импульсного шума. С увеличением массы падающих частей молота максимум в спектре уровней звукового давления перемещается в сторону низких частот. Уровни звука на рабочих местах у тяжелых ковочных и штамповочных молотов при этом достигают 110-120 дБА.
Для снижения шума в кузнечных цехах целесообразно, если это допустимо технологически, заменять молоты горячештамповочными прессами. Хотя последние также являются источником интенсивного шума, но шум пресса на 9-10 дБ ниже по всему спектру частот, чем молота примерно равной мощности. Шум, сопутствующий работе прессов, оказывает меньшее действие на физиологические функции организма, чем шум работающих молотов, и поэтому является менее опасным для человека [4].
Для снижения шума выхлопа отработанного перегретого пара при работе паровоздушных молотов с массой падающих частей до 2000 кг может быть использован глушитель камерного типа [4]. Он представляет собой стальной цилиндр, внутри которого установлены три поперечные перегородки с трубками диаметром 42 мм и длиной 250 мм. Данная конструкция может быть использована и на молотах большей производительности, для чего необходимо увеличить габариты глушителя, находящиеся в прямой зависимости от объема рабочих цилиндров, и диаметры выхлопного отверстия молота. Такие глушители имеют достаточно большие размеры, поэтому их целесообразно устанавливать за пределами цеха, подводя к ним выхлопные трубы.
Одним из существенных отрицательных факторов использования молотов является возбуждение интенсивных ударных нагрузок которые через основание молота передаются и конструкции здания, где он установлен (а в ряде случаев – и соседних зданий), создавая в них повышенные уровни шума. Для их снижения необходимо обеспечить виброизоляцию молотов. Рекомендуемые способы виброизоляции фундамент тяжелых молотов приведены в работе [7].
При работе горизонтально-ковочных машин возникает широкополосный шум с максимумом в диапазоне низких и средних частот. При уменьшении диаметра штампа максимум в спектре сдвигается в сторону более высоких частот. Основные источники шумообразования – периодические удары при смыкании штампов и выхлоп сжатого воздуха. Средства защиты от шума аналогичны применяемым для механических прессов.
Пресс-ножницы, обжимные машины и обрезные прессы не имеют соударяющихся элементов и поэтому в отличие от большинства видов кузнечно-прессового оборудования не являются источниками импульсного шума.
Одним из современных способов гашения шума штамповочного оборудования является использование демпфирующих сплавов для пуансона.
Для исследования демпфирующих и акустических свойств сплавов применяли методику КазНТУ [8].
Определение механических характеристик разработанных сплавов проводили стандартными методами [9, 10].
Измерение твердости осуществляли на приборах Бриннеля и Роквелла. Металлографическое изучение микроструктуры производили при 300-кратном увеличении.
Размер зерна определяли согласно ГОСТ 5639-65. Определение неметаллических включений проводили методом Л (варианты Л1 Л2) – линейным подсчетом включений согласно ГОСТ 1778-
70 [11]. Для некоторых сплавов механические характеристики (σв) определяли расчетным способом. Твердость по Бринеллю определяют по ГОСТ 9012-59. Химический анализ проводили по ГОСТ 20560-75 и ГОСТ 12344-78.
Отбор проб для определения механических свойств и длительной прочности проводят по ГОСТ 7564-73. Испытание на ударную вязкость проводят по ГОСТ 9454-60. Испытание на растяжение проводят по ГОСТ 1497-73 при температуре +20 +10?С и +20 -5?С на образцах пяти кратной длины диаметром 5 или 10 мм. Допускается применять неразрушающие методы контроля по согласованной методике.
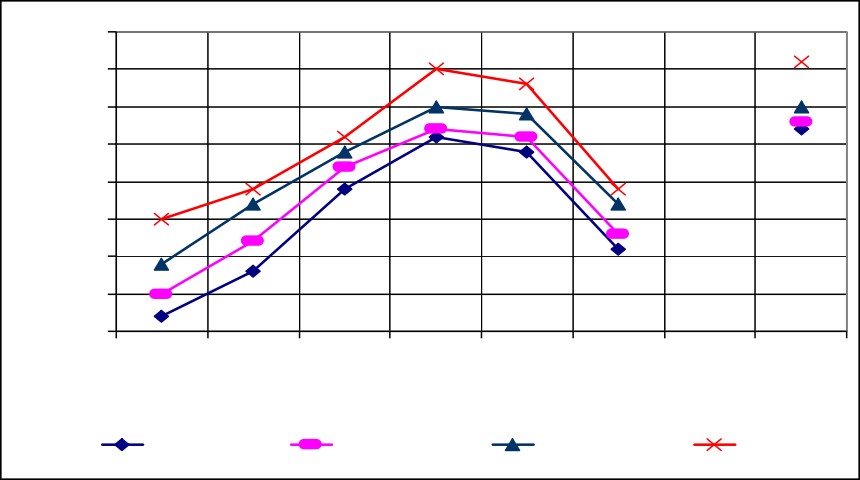
На рис. 1 приведены характеристики звукоизлучения разработанного сплава АМУ-4 (химический состав: 0,33 % C; 0,37 % Si; 0,68 % Mn; 0,79 % Cr; 0,25 % La; 0,08 % Ca; ≤ 0,3 % Cu; 0,045 % S; 0,035 %P; 0,24 % Ni; 0,17 % V, остальное Fe) для пуансона при соударении.
Рис. 1. Характеристики звукоизлучения образца АМУ-4 при соударении
На рис. 2 приведены характеристики звукоизлучения разработанного образца АМУ-5 (химический состав: 0,22%C; 0,33%Si; 0,57%Mn; 0,69%Cr; 0,11%La; 0,22%Ca; ≤0,3%Cu; 0,035%S;
0,04%P; 0,19%Ni; 0,24%V, остальное Fe) при соударении.
В соответствии с рисунком 58 максимальный УЗД на частоте 8000 Гц при соударении образца АМУ-4 шаром-ударником диаметром d=18,3 мм УЗД=75 дБ, а минимальный УЗД при соударении образца АМУ-4 шаром-ударником диаметром d=9,5 мм УЗД=42 дБ.
В соответствии с рис. 2 максимальный УЗД на частоте 8000 Гц при соударении образца АМУ-5 шаром-ударником диаметром d=18,3 мм УЗД=77 дБ, а минимальный УЗД при соударении образца АМУ-5 шаром-ударником диаметром d=9,5 мм УЗД=42 дБ.
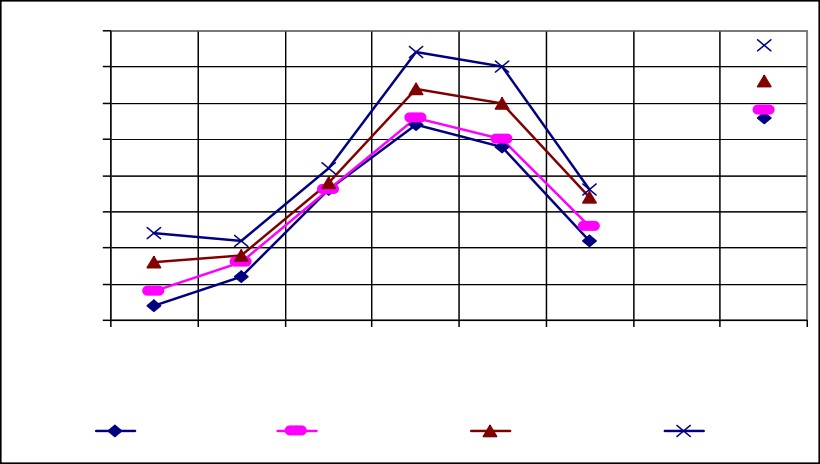
Таким образом, выплавленные сплавы АМУ-4 и АМУ-5 по акустическим и демпфирующим свойствам эффективно снижают шум при работе пуансона кузнечнопрессового оборудования.
Рис. 2. Характеристики звукоизлучения образца АМУ-5 при соударении
ЛИТЕРАТУРА
- Шумовые характеристики кузнечно-прессовых машин. // Нормативы и методы определения. РТМ2-Н89-6-79. – Воронеж: ЭНИКМАШ, 1980. – 48 с.
- Вервекин Э.Д., Гусев В.В., Кузнецов В.И. Исследования шумообразования при работе механических прессов и разработка мер по его уменьшению. – М., 1973. – С. 70-74.
- Лагунов Л.Ф., Осипов Г.Л. Борьба с шумом в машиностроении. – М.: Машиностроение, 1980. – 150с.
- Медведь Р.А., Соловьев Р.В. Производственный шум и борьба с ним. – Горький: Волго-Вятскоекнижное издательство, 1977. – 127 с.
- Лагунов Л.Ф., Глущенко В.Н. Снижение шума гвоздильных автоматов в источнике возникновения.// В кн.: Проблемы охраны труда. Тезисы докладов IV Всесоюзной межвузовской конференции. – Каунас: КПИ, 1982. – С. 142-143.
- Заборов В.И., Клячко Л.Н., Шигорин П.И. Снижение шума гвоздильных автоматов. // В кн.: III Всесоюзная конференция по борьбе с шумом и вибрацией. Борьба с шумом. – Челябинск: ВНИИТБчермет, 1980. – С. 35-38.
- Климов И.В., Кошелев В.П., Носов В.С. Виброизоляция штамповочных молотов. – М.: Машиностроение. 1979. – 134 с.
- Утепов Е.Б., Сулеев Д.К., Дулкаиров М.Т. и др. Акустическая экология: демпфирующие материалы и конструкции. – Алматы: ТОО «Принт», 2000. – 332 с.
- Блюменауэр Х., Ворх Х., Гарц И. и др. Испытание материалов. Справочник. – М.: Металлургия,1979. – 448 с.
- Скороходов Е.А., Законников В.П., Пакнис А.Б. и др. Общетехнический справочник. – М.: Машиностроение, 1989. – 512 с.
- ГОСТ 1778-70. Сталь. Металлографические методы определения неметаллических включений. –М.: Госстандарт, 1970. – 16 с.