В статье рассмотрен анализ рисков, возникающих при производстве мяса птицы по каждому потенциально опасному фактору с учетом вероятности его появления и значимости возможных последствий. Представлены результаты исследования критических контрольных точек: хронометраж нахождения готовой продукции в цехах; температура тушки при охлаждении в ваннах.
В современных условиях отечественного потребительского рынка пищевой продукции стабильная и успешная деятельность предприятия обуславливается способностью удовлетворять требования потребителей в безопасной и качественной продукции, рационально использовать потенциал современного менеджмента, внедрять международные стандарты и системы управления качеством.
Участие в Таможенном союзе обязывает Казахстан соблюдать как требования законов "О техническом регулировании", "О безопасности пищевой продукции", так и делает актуальным применение на отечественных предприятиях систем и принципов управления качеством и безопасностью продукции, основанных на передовом международном опыте в соответствии с техническим регламентом Таможенного Союза "О безопасности пищевой продукции" № 880 от 9 декабря 2011 г.
Проблема обеспечения высокого качества и безопасности с учетом требований потребителей особо остро стоит перед производителями мяса птицы, в частности куриного. Это обусловлено тем, что, во-первых, мясо птицы является благоприятной средой для развития микрофлоры, что приводит к их порче. Поэтому при производстве и хранении таких продуктов существуют высокие риски возникновения брака и опасности для здоровья потребителя. Во-вторых, наблюдается импорт мяса птицы на отечественный рынок, что требует от производителей в условиях конкуренции поиска новых путей управления качеством и безопасностью продукции с целью удовлетворения возрастающих требований потребителя.
Качество и безопасность пищевых продуктов являются важнейшим условием предупреждения пищевых отравлений и пищевых инфекций. Оценка технологических рисков, управление рисками и их предотвращение являются значимой и актуальной проблемой современного производства.
Согласно СТ РК ИСО 22000-2006 "Системы менеджмента безопасности пищевой продукции. Требования для использования любой организацией, работающей в цепочке создания пищевой продукции": термин "опасность" не следует путать с термином "риск", который в контексте безопасности пищевой продукции означает функцию вероятности неблагоприятного воздействия на здоровье (например, воздействия, приводящего к заболеванию) и серьезности такого воздействия (смерть, госпитализация, невозможность работать и т.д.), когда человек подвергается указанной опасности. [1].
Впервые понятие "риск" как нормативноправовую категорию стали рассматривать в законе Республики Казахстан от 9 ноября 2004 года №603-II "О техническом регулировании", в котором риск - вероятность причинения вреда жизни или здоровью человека, окружающей среде, в том числе растительному и животному миру, с учетом степени тяжести его последствий [2]. Задачами закона является определение обязательных требований к объектам технического регулирования.
В законе Республики Казахстан от 21 июля 2007 года №301 "О безопасности пищевой продукции" представлена уточняющая формулировка понятия "риск" с точки зрения потребления опасной для здоровья пищевой продукции. Т.Е. риск - это вероятность неблагоприятного влияния пищевой продукции на здоровье человека и последствия данного влияния, ведущие к возникновению опасности для жизни и здоровья человека [3].
Загрязнение пищи микроорганизмами, которые способны нанести вред здоровью человека, - является одной из центральных проблем гигиены питания. Микробиологическая безопасность пищи опирается, прежде всего, на соблюдение санитарногигиенических требований при производстве пищевых продуктов, и в первую очередь - на контроль отсутствия в них потенциально вредных микробов. [4].
В соответствии с техническим регламентом Таможенного Союза "О безопасности пищевой продукции" на предприятиях пищевой промышленности внедряют систему ХАССП (НАССР - Hazard Analysis and Critical Control Points) - это система управления безопасностью пищевых продуктов, которая обеспечивает контроль на абсолютно всех этапах пищевой цепочки, в любой точке производственного процесса, а также хранения и реализации продукции, где существует вероятность возникновения опасной ситуации [5].
Методология оценки риска по системе ХАССП позволяет говорить о контроле по критическим контрольным точкам возможных рисков на всех этапах технологического процесса. Иными словами риск, определяемый по критическим контрольным точкам, является превентивным, вероятность которого может наступить, а может быть и нет.
Анализ риска - это систематическое использование информации для определения источников (опасностей) и количественной оценки риска. Анализ риска обеспечивает базу для оценивания риска, для последующих мероприятий по управлению риском (по минимизации риска).
Анализ риска должен дать ответы на три основных вопроса:
- Что плохого может произойти? (Идентификация опасностей).
- Как часто это может случаться? (Анализ частоты).
- Какие могут быть последствия? (Анализ последствий) [6].
Одной из категорий риска является критическая точка управления - этап обеспечения "безопасности пищевой продукции", на котором можно и важно осуществить мероприятие по управлению с целью предупреждения, устранения или снижения до приемлемого уровня опасности, угрожающей безопасности пищевой продукции.
Также при оценке рисков нельзя исключать критический предел - критерий, позволяющий отделить приемлемость от неприемлемости. Критические пределы устанавливают для того, чтобы определить, остается ли критическая точка управления под контролем. Если критический предел превышен или нарушен, то продукцию, на которую вследствие этого было оказано воздействие, следует считать потенциально опасной.
Критические пределы должны быть установлены для обеспечения того, чтобы для конечной продукции не был превышен приемлемый идентифицированный уровень опасности, угрожающей безопасности пищевой продукции. Критические пределы должны быть измеряемыми [1].
Мы провели анализ рисков, возникающих при производстве мяса птицы, на одном из карагандинских предприятий по каждому потенциально опасному фактору с учетом вероятности его появления и значимости возможных последствий.
Критическая контрольная точка (ККТ) - это шаг, в котором контроль может быть важен, и применен, чтобы предотвратить или устранить риск для безопасности пищевых продуктов, или уменьшить его до допустимого уровня. Потенциальные риски, которые, вполне вероятно, вызовут болезнь или вред здоровью в отсутствие их контроля, должны быть учтены в определении ККТ.
Критические контрольные точки определяют, проводя анализ отдельно по каждому учитываемому опасному фактору и рассматривая последовательно все операции, включенные в блок-схему производственного процесса. Определение критических контрольных точек должно свести к минимуму возможность появления опасного фактора, устранить его или уменьшить до допустимого уровня.
Специалисты рекомендуют объединять критически контрольные точки по такому правилу: объединение критических контрольных точек осуществляется, если они контролируются одним и тем же человеком относятся к одной и той же операции.
Для исследования мы выбрали 2 критические контрольные точки: ККТ 1 - хронометраж нахождения готовой продукции в цехах; ККТ 2 - температура тушки при охлаждении в ваннах.
По СанПиН время нахождения в цехе упакованной продукции до отправления в холодильник не должно превышать 30 минут. Для подтверждения и установления точного времени нахождения продукции в цехе было проведено бактериоскопическое исследование мазков с поверхности продукции и на разрезе в промежутке времени 35-40-45 минут. Результаты представлены в таблице 1:
Таблица 1 - Количество микробных тел в заданный интервал времени
|
Количество микробных тел через 35 минут |
Количество микробных тел через 40 минут |
Количество микробных тел через 45 минут |
|
0 |
5-6 |
до 10 |
По данным таблицы видно, что с увеличением времени наблюдается рост колоний. Правилами ветеринарно-санитарной экспертизы предусмотрены допустимые значения микробных клеток: для свежего мяса - до 20 клеток; подозрительной свежести - 20-30 клеток; несвежего мяса - более 30 клеток.
Таким образом, по ККТ 1 можно сделать вывод, что количество микробных тел не превышает допустимый предел, время нахождения в цехе упакованной продукции до отправления в холодильник соблюдается. Рекомендуется отправлять тележки в холодильные камеры через 30 минут от начала фасовки продукции, не ждать полного заполнения тележки.
Контроль за второй критической точкой касался определения температуры тушки при охлаждении. Основная цель охлаждения птицы - снижение количества микроорганизмов до уровня, позволяющего максимально повысить безопасность продукта и увеличить время его хранения. Как правило, после потрошения в течение 1-2 ч после убоя должна быть достигнута определенная температура. Наиболее распространенными методами охлаждения являются водный и воздушный, оказывающие различное воздействие на продукт. В Европейских странах на перерабатывающих предприятиях используется преимущественно воздушное охлаждение, в Казахстане, как и в США - водное.
Воздушное охлаждение основано на прохождении в течении 1-3 ч конвейера с подвешенными тушками сквозь большие камеры с циркулирующим в них холодным воздухом (от -7 до 2оС). Это возможно и при охлаждении птицы на рамах, но наиболее эффективно и чаще используется воздушное охлаждение на конвейере. Для улучшения охлаждения тушки можно опрыскивать водой, которая поглощает тепло при испарении. После воздушного охлаждения тушки могут иметь сухой налет на коже, характерный для этого способа. Сухая кожа повторно увлажняется и приходит в норму после упаковки. Во время охлаждения воздухом тушки обычно немного теряют в массе, что прямо противоположно повышению массы при водяном охлаждении.
При водном (иммерсионном) охлаждении обычно используют многоступенчатые лопасти. Первая стадия - предварительное охлаждение - проходит при 7-12оС и продолжается от 10 до 15 мин. Главная задача предварительного охлаждения - абсорбция воды, но при этом происходит дополнительная мойка и охлаждение тушек. После предварительного охлаждения тушки, температура которых примерно 30-35оС, погружают в основную емкость охлаждения. Температура воды около 4оС на входе и 1оС на выходе. Это позволяет быстро снизить температуру тушки в течение 45-60 мин пребывания в емкости. В целях увеличения теплообмена между тушками и водой, а также для улучшения чистоты тушек при водяном охлаждении в иммерсионных установках используется принцип противотока. Тушки и вода двигаются навстречу друг другу, поэтому птица охлаждается в чистой воде, температура которой по мере продвижения тушек понижается. Для дополнительного увеличения скорости охлаждения на дно емкости через инжекторы подается воздух. Пузырьки, создаваемые потоком воздуха, перемешивают воду и предотвращают формирование теплого слоя на поверхности тушки. При отсутствии перемешивания воды слои, прилегающие к поверхности тушек, постоянно бы нагревались до выравнивания температуры тушек и воды. Этот слой теплой воды изолировал бы тушку и сильно замедлял теплообмен, поскольку интенсивность теплообмена между двумя материалами в значительной степени зависит от разницы температур между ними.
Две технологии охлаждения по-разному влияют на степень микробиологической обсемененности тушек птицы. При водном охлаждении поток воды смывает бактерии с поверхности кожи, приводя к уменьшению их количества. Однако многократные контакты птиц друг с другом через воду увеличивают возможность распространения бактерий (включая патогенных) между тушками в танке водяного охлаждения в гораздо большей степени, чем в воздушной камере, где тушки лучше изолированы друг от друга [7, с. 252].
Существует также комбинированный способ охлаждения, при котором тушку птицы сначала погружают в ледяную воду при 2оС, а затем охлаждают воздухом до -3оС [8, с. 315].
Различий в качестве мяса птицы, охлажденного в водно-ледовой смеси, холодной воде и холодным воздухом, не обнаружено.
В зависимости от температуры в толще мышц мясо кур по термическому состоянию подразделяют на остывшее, полученное непосредственно после убоя птицы, с температурой не выше 25°С, охлажденное - с температурой от 0°С до 4°С включительно, подмороженное - с температурой от минус 2°С до минус 3°С включительно, замороженное - с температурой не выше минус 8°С и глубоко-замороженное - с температурой не выше минус 18°С [9] .
Определение температуры мяса птицы на казахстанских предприятиях осуществляется с помощью средства измерения: термометра
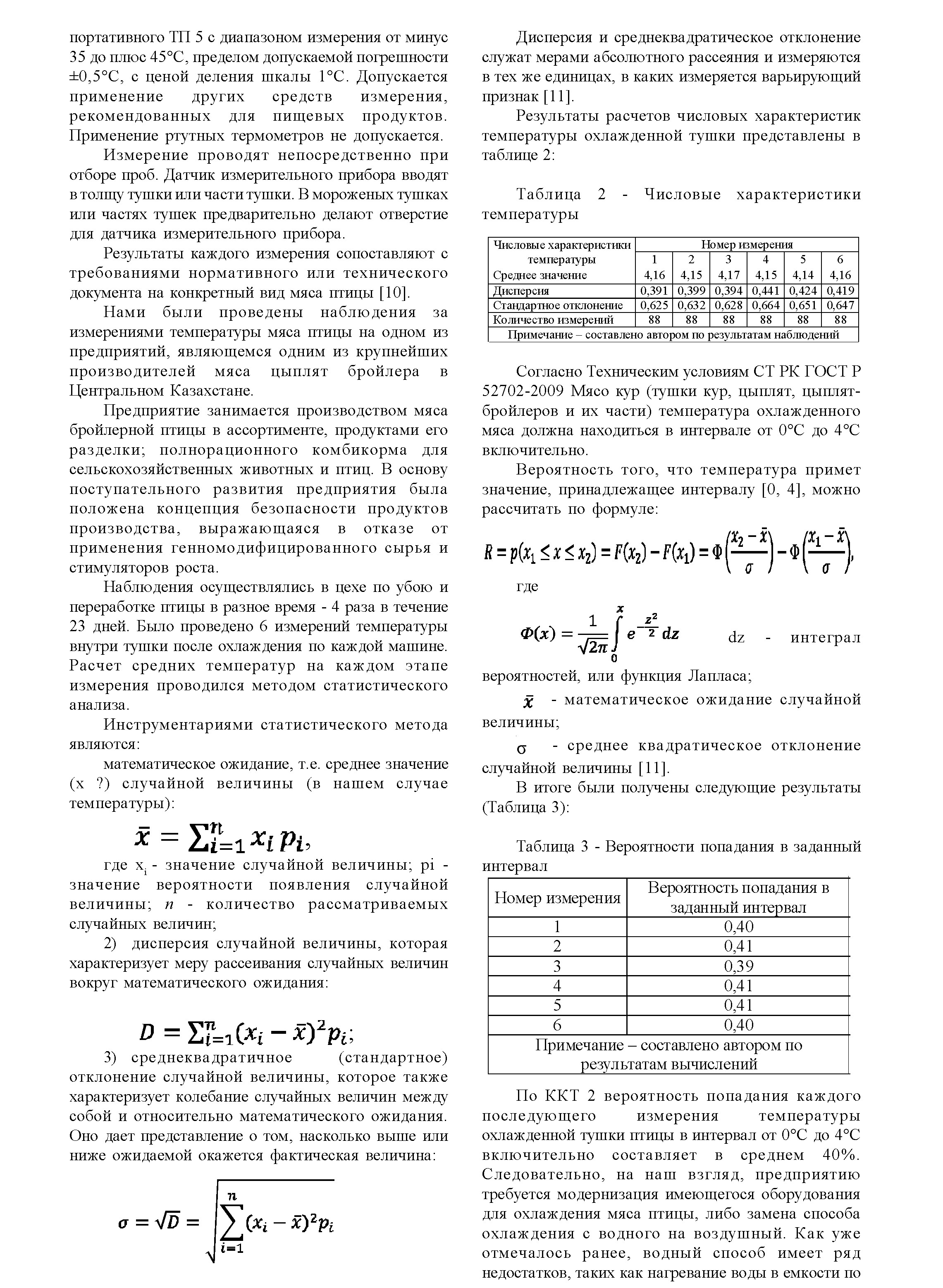
мере поступления каждой новой партии, что не позволяет в достаточной степени охлаждать тушки до нужной температуры. А также многократные контакты птиц друг с другом через воду увеличивают возможность распространения бактерий.
Задача обеспечения безопасности функционирования технологического процесса сводится к уменьшению риска до некоторого предела, т. е. к сведению до минимума возможности возникновения ситуаций, отрицательно влияющих на качество продукции. Показатель безопасности носит вероятностный характер и вычисляется с использованием статистических методов.
Таким образом, для оценивания качества технологических процессов нужно: выбрать критерии оценки качества процессов; разработать методику количественной оценки качества процессов; разработать методологию контроля и управления технологическими процессами для обеспечения безопасности и качества производимой продукции.
Список литературы:
- СТ РК ИСО 22000-2006 "Системы менеджмента безопасности пищевой продукции. Требования для использования любой организацией, работающей в цепочке создания пищевой продукции". - Режим доступа: http://online.zakon.kz
- Закон Республики Казахстан от 9 ноября 2004 года №603-II "О техническом регулировании". - Режим доступа: http://online.zakon.kz
- Закон Республики Казахстан от 21 июля 2007 года №301 "О безопасности пищевой продукции". - Режим доступа: http://online.zakon.kz
- Шевелева С.А. Анализ риска загрязнения микроорганизмами пищевых продуктов. - Режим доступа: http://www.austel.ru/ekologi/zagryaznenie- mikroorganizmami-pischevyh-produktov.html
- Технический регламент Таможенного Союза "О безопасности пищевой продукции". - Режим доступа: http://tsouz.ru
- Краткий курс лекций по дисциплине "Анализ и оценка риска производственной деятельности". Теоретические основы управления риском на производстве, концепции и методы анализа риска. - Режим доступа: http://studme.org/12281128/bzhd/ teoreticheskie_osnovy_upravleniya_riskom_na_proizvodstve
- Сэмс Р.А. Переработка мяса птицы / Под ред. Алана Р. Сэмса; пер. с англ., под науч. ред. В.В.Гущина. - СПб.: Профессия, 2007. - 432 с.
- Бессарабов Б.Ф., Крыканов А.А., Могильда Н.П. Технология производства яиц и мяса птицы на промышленной основе / Учебное пособие. - СПб.: Издательство "Лань", 2012. - 336 с.
- ГОСТ Р 51944-2002. Мясо птицы. Методы определения органолептических показателей, температуры и массы.
- СТ РК ГОСТ Р 52702-2009. Мясо кур (тушки кур, цыплят, цыплят-бройлеров и их части) Технические условия.
- Гмурман В.Е. Теория вероятностей и математическая статистика. Учебник. М.: "Высшая школа", 2010. - 479 с.