Способ плавки сульфидных концентратов в жидкой ванне расплава впервые в заводских условиях был испытан в 1956 году под руководством А.В. Ванюкова на Подольском оловянном заводе.
В настоящее время промышленные агрегаты ПЖВ и процесс Ванюкова устойчиво работают на Балхашском медеплавильном заводе в Казахстане, а так же на Норильском, Средне-Уральском медных заводах в России. Данная технология имеет большие перспективы в цветной и черной металлургии. Принципиальными преимуществами процесса Ванюкова перед другими автогенными способами являются: возможность плавки сырой (8% влаги) и кусковой шихты, высокая удельная производительность, низкий пылевынос, особенности физико-химических процессов в расплаве и работа агрегата в непрерывном режиме с организацией при подготовки шлака и штейна.
ПВ как объект управления относится к классу сложных, многомерных нестационарных объектов, эффективно и безаварийно управлять которым чрезвычайно сложно. Управление плавкой в ПВ на БГМК осуществляется в настоящее время мастером смены или оператором, на основе опыта и субъективного анализа показаний контрольно-измерительных приборов (КИП) (давление и расходы в системах воздухо-, кислородо- и газоснабжения, расходы и температура охлаждающих агентов и др.) данные визуальных наблюдений (уровень расплава, температура расплава, состояние системы загрузки и др.), результаты химических анализов, поступающих с большим опозданием и других сведений обслуживающего персонала о состоянии отдельных составляющих технологического процесса, а также на основе предварительных расчетов материального и теплового балансов.
Необходимо отметить, что ни на одной установке ПВ до сих пор не существует системы оптимального управления процессом, что в первую очередь связано с отсутствием достаточно адекватных математических моделей данного процесса.
Многолетние исследования процессов, протекающих при плавке в жидкой ванне, достаточно активно проводились как в бывшем СССР, так и за рубежом. В России и Казахстане исследования, посвященные этой технологии, продолжались и в последующие годы. Однако вопросы создания математического описания физико-химических явлений, протекающих при плавке в жидкой ванне, значительно отстают от исследований методами лабораторных и натурных испытаний технологии, что связано со значительной сложностью данной технологии.
Если в период с 1980 до конца 90-х годов велись довольно активные исследования в области математического моделирования автогенных пирометаллургических процессов вообще, и процесса в ПВ в частности, то после 2000 года количество публикаций на эту тему значительноснизилось. Анализ публикаций показал, что наиболее близко подошли к созданию математической модели процессов в ПВ авторы работ [1]и [2]. При этом, были разработаны структура модели, описывающие гидродинамику и кинетику химических реакций в надфурменной зоне, но ее идентификация и реализация на ЭВМ так и не были завершены [1]. Были разработаны также статические модели, позволяющие проследить поведение дисперсной фазы по мере движения расплава вниз от уровня фурм [2].
Анализ физико-химических особенностей процесса ПВ показал, что технологическая эффективность агрегата обусловлена характером и интенсивностью протекания массо- и теплообменных процессов, являющихся результатом взаимодействия в расплаве сульфидного сырья, загружаемого на поверхность расплава, с кислородом дутья, подаваемого через боковые фурмы в слой расплава. Характер движения образующихся при этом потоков штейновой и шлаковой фаз позволяет выделить в агрегате две основные зоны: барботажную (интенсивно перемешиваемую дутьем), реакционную – надфурменную зону (НЗ) и относительно спокойную зону расслоения штейно-шлаковой эмульсии и образования сплошной штейновой фазы, расположенную ниже плоскости фурм, - подфурменную зону (ПЗ).
Рассмотрим надфурменную зону, в которой одновременно протекают такие характерные для ППВ процессы, как плавление и растворение компонентов шихты, диссоциация высших сульфидов и окисление образующихся сульфидов и серы с выделением большого количества тепла, что определяет автогенность процесса плавки.
Процессы диссоциации и окисления в НЗ полностью характеризуются следующими реакциями:
FeS2=>FeS+1/2S2;
CuFeS2=>1/2 Cu2S+FeS+1/2S2;
S2+2O2=2SO2; (1)
FeS+3/2 O2=FeO+SO2; (2) (FeS)+3(Fe3O4)=10FeO+SO2; (3) 3FeO+1/2O2= Fe3O4. (4)
Кроме учета образующихся в процессе плавки продуктов штейна, шлака и газовой фазы, влияющих на величину тепловыделения, необходимо учитывать реакцию окисления диссоциированной серы шлаковым расплавом:
2(FeO)+3/2S2=2[FeS]+SO2. (5)
Вследствие равновесия реакции (5) часть элементарной серы окисляется и переходит в газовую фазу, что необходимо учитывать при расчете теплового баланса. Элементарная сера расплава окисляется в фурменном факеле по реакции (1) и шлаковым расплавом по реакции (5), а также по реакции восстановления магнетита в объеме ванны диссоциированной серой (6). Достижение равновесия при этом объясняется тем, что окисление серы до SO2 протекает до установленияравновесного соотношения между ними в соответствии с реакцией (5), которая протекает в областях с высоким парциальным давлением серы (процесс сульфидирования шлака).
Образование магнетита происходит вследствие переокисления шлака в фурменном факеле по реакции (4), а равновесное содержание магнетита в шлаке устанавливается по реакции:
1/2S2+2(Fe3O4)=6(FeO)+SO2. (6)
С учетом принятых допущений математическая модель процессов, протекающих в НЗ ПВ, авторы [1]представили совокупностью дифференциальных уравнений материального и теплового балансов по реагирующим соединениям штейна, шлака и газовой фазы, определяемых зависимостями между концентрациями соединений во входных и выходных потоках в соответствии с реакциями (1) - (6) и условиями реактора идеального перемешивания.
Предложенная в [1]математическая модель НЗ ПВ по сравнению с существующими моделями расчета статических режимов отражает динамику протекания физико-химических и теплотехнических явлений НЗ агрегата и позволяет посредством включения в систему реакций (5), (6) учесть к тому же динамику взаимодействия продуктов (штейна, шлака), образующихся в процессе плавки и оценить поток магнетита, восстанавливаемого диссоциированной серой. Это позволит учитывать изменение величины тепловыделения и, следовательно, структуры теплового баланса в условиях равновесия в системе штейн - шлак - газовая фаза.
Таким образом, полученные в работе [1] результаты позволяют моделировать процессы в надфурменной зоне ППВ, описывающие кинетику химических реакций с учетом входных и выходных потоков исходных веществ и продуктов реакций. Однако эти соотношения не учитывают гидродинамическую обстановку в зоне, а также не позволяют описать процессы разделения фаз в подфурменной зоне.
В исследованиях [2], напротив, хорошо описывается гидродинамика в фурменной и подфурменной зонах, однако не приводятся соотношения, описывающие кинетику протекающих реакций. Кроме того, модель [2] не описывает процесс в динамике. При этом полученные в [2] результаты позволили авторам не только находить оптимальные режимы в уже существующих печах ПВ, но прогнозировать режимы новых технологий.
С учетом отмеченных достоинств и недостатком моделей [1] и [2]предлагается объединить основные уравнения этих двух работ, дополнив их уравнениями для согласования моделей.
Поскольку поток серы на реакцию (5) - Ф(5^ является массовым расходом серы и для сохранения размерности в уравнениях (7), (8) и (9), приведенных в [1], перепишем их в следующем виде:
Тепловой баланс НЗ описывается дифференциальным уравнением, определяющим изменение количества тепла реакционной зоны как
разность приходящего и уходящего потоков тепла, и описывается
176
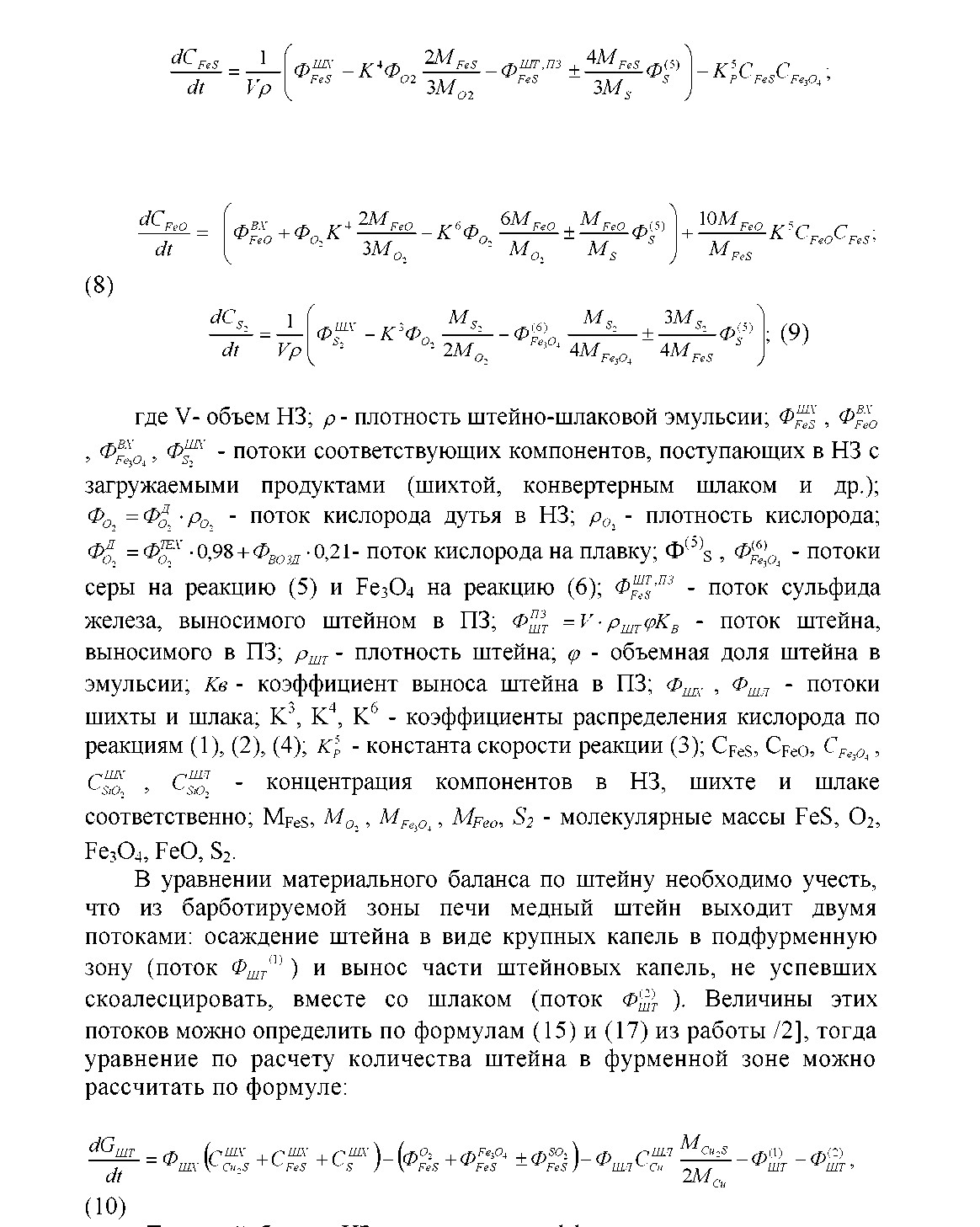
соответствующим уравнением, которое принято нами без изменений из работы [1]. Все остальные уравнения моделей [1] и [2] также остаются без изменения.
Основной задачей оптимизации является расчет такого режима ведения процесса, который доставлял бы выбранной функции цели экстремальное значение (минимум или максимум). При этом необходимо обеспечить соблюдение некоторых технологических ограничений, которые позволяют вести процесс в устойчивом и безаварийном режиме.
Математическая модель (7-10) с соответствующими уравнениями из работ [1] и [2] позволяет рассчитать потери меди с отвальным шлаком в зависимости от производительности, химических и физических свойств исходной шихты, расхода дутья, содержания в нем кислорода, поддержания манометрического режима и т.д. Поэтому содержательная постановка задачи оптимизации может быть сформулирована следующим образом: «Для заданного состава шихты рассчитать такие значения расхода дутья, содержания в нем кислорода и расхода шихты, которые обеспечили бы минимальные потери меди с отвальным шлаком, при соблюдении технологических ограничений на: расход шихты, температуру в печи, расхода дутья, содержание кислорода в дутье».
Потери меди с отвальным шлаком определяются количеством штейновых капель, не успевших скоалесцировать, вместе со шлаком - поток Ф(2) .
Постановка задачи оптимального управления в таком виде позволит, во-первых, управлять процессом оптимальным образом (минимизацией содержания меди в отвальном шлаке и во-вторых, вести процесс в устойчивом и безаварийном режиме (посредством соблюдения технологических ограничений).
На БГМК фирмой АО «Системотехника» внедрена АСУТП металлургического комплекса ПВ. Объект автоматизации включает следующие установки и агрегаты: печь Ванюкова, система кессонного охлаждения печи: первичный и вторичный контуры, ПТС подачи шихты и угля, две системы кислородно-воздушного дутья, шлаковый миксер, штейновый миксер, аспирационные системы миксеров, охладитель газа, деаэратор, газовый тракт.
АСУТП ПВ имеет традиционную трехуровневую структуру. При этом нижний полевой уровень включает различные контрольно-измерительные приборы и запорно-регулирующую арматуру. Средний технологический уровень реализован как безщитовая система контроля и управления. Программно-аппаратную основу этого уровня составляют программируемые логические контроллеры фирмы «Siemens» и инструментальная система СТЕП 7. Технологический уровень обеспечивает сбор информации о состоянии технологических процессов, реализует логику срабатывания блокировок и выдачу управляющих воздействий. Верхний (операторский) уровень реализован на базе СКАДА-системы. Программное обеспечение АСУТП ПВ представлено тремя комплексами прикладных программ.
Таким образом, созданы прекрасные предпосылки для внедрения системы оптимального управления процессами в ПВ, так низовая инфраструктура для нее уже создана и осталось разработать лишь соответствующие модели и алгоритмы. Это обстоятельство позволит внедрить систему оптимального управления с наименьшими затратами на ее техническое обеспечение.
Для создания системы оптимального управления необходимо провести работы по идентификации модели (7-10) и проверки ее адекватности, для чего предполагается провести на БГМК соответствующие исследования.
В случае если не удастся получить достаточно адекватной математической модели, то нами предполагается использование современного аппарата теории искусственного интеллекта. В последнее время с ростом сложности решаемых задач все большее распространение получают так называемые интеллектуальные технологии (ИТ). Традиционно к их числу относят нечеткую логику (НЛ), генетические алгоритмы (ГА) и нейронные сети (НС). Эти технологии нашли широкое применение в распознавании образов и речи, в системах поддержки принятия решений в условиях неопределенности исходной информации, в задачах поиска при плохо формализованных параметрах.
Широкие возможности для использования ИТ открываются также и при создании сложных систем управления (к которым несомненно относятся и системы оптимального управления металлургическими агрегатами). В настоящее время в ближнем и дальнем зарубежье отсутствует практика использования технологий искусственного интеллекта при управлении металлургическими объектами в виду их чрезвычайной сложности и тяжелых условий эксплуатации для измерительных приборов. Однако именно эти причины, затрудняющие внедрения традиционных систем оптимального управления такими процессами, должны стимулировать активное использование современных методов теории искусственного интеллекта в практике управления металлургическими агрегатами. Интеллектуальные системы могли бы при управлении сложными объектами, в том числе и металлургическими, значительно снижать влияние так называемого человеческого фактора.
Однако наиболее эффективно использовать технологии искусственного интеллекта совместно с классическими методами управления технологическими процессами (т.н. гибридные системы). В этом случае удается совместить преимущества традиционных методов, приемов и алгоритмов (таких как: математическое моделирование, алгоритмы оптимального управления, синтез систем локального регулирования и т.д.) с математическим аппаратом теории искусственного интеллекта.