Аннотация
Работа представляет собой научное исследование роли ультразвуковой дефектоскопии в контроле и оценке качества труб, изготавливаемых методом прокатки. В данной работе рассмотрены общие вопросы обеспечения качества изготовления труб, а также методы применения неразрушающего контроля для повышения качества продукции. В работе также уделено внимание способам проведения ультразвуковой дефектоскопии и методам размещения датчиков. В работе приведены примеры вопросов, которые могут возникнуть при проведении дефектоскопии труб. Работа на сегодняшний день является актуальной и востребованной.
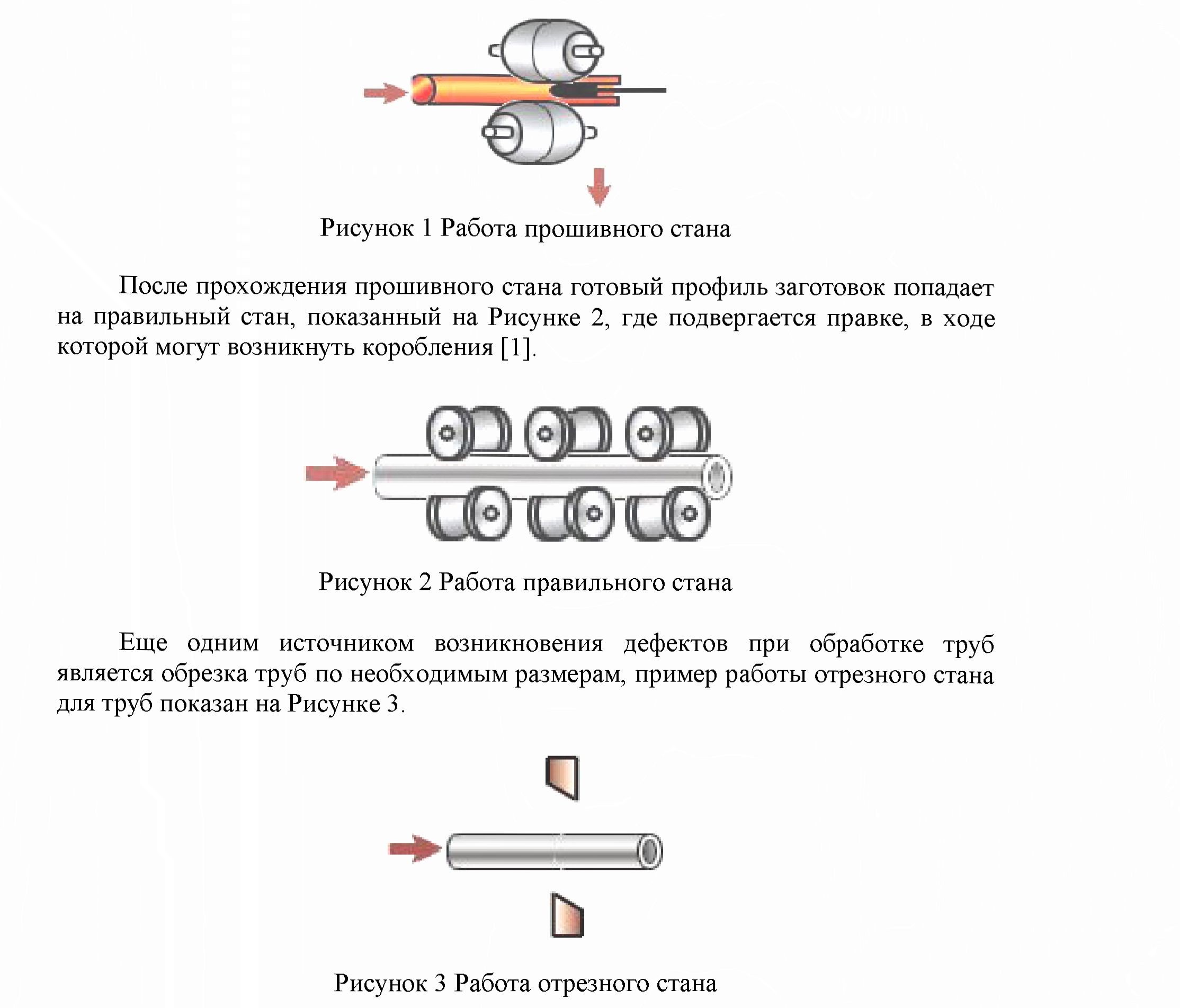
В современное время, человечество постоянно использует достижения научно-технического прогресса. Водопроводы, нефтепроводы, газопроводы используются людьми постоянно, именно поэтому их изготовление и своевременный ремонт должны производиться качественно и в максимально короткие сроки. Трубы используются повсеместно, одно из лидирующих мест среди технологических процессов в изготовлении занимает прокатка. Магистральные трубопроводы для транспортирования нефти и газа, трубопроводы пара и горячей воды должны отвечать высоким требованиям качества, которые необходимо контролировать. В ходе изготовления труб методом прокатки могут возникать дефекты.
Наличие дефектов производства обусловлено невысоким качеством трубных заготовок дефектами их поверхности, наличием следов усадочной раковины, неравномерным нагревом при прокатке, глубокими рисками.
В качестве примера на Рисунке 1 показана работа прошивного стана. Заготовка подвергается различного рода воздействиям, в ходе которых возникают напряжения. Дефекты при такой обработке образуются как на внутренней, так и на наружной частях заготовки [1].
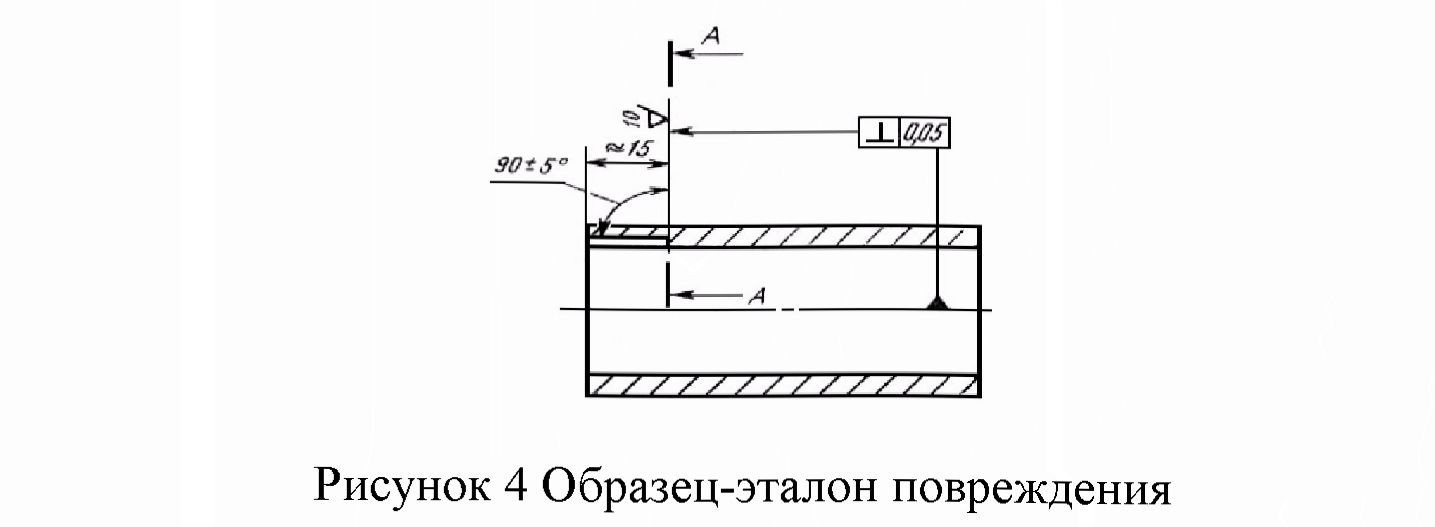
 Важным фактором в повышении качества изготовления труб является контроль, но не все дефекты видны невооруженным глазом. Поскольку трубы являются цилиндрическими поверхностями, то возникают определенные трудности при проведении дефектоскопии. При исследовании труб необходимо использовать определенного рода методики, а также всегда необходимо использовать эталонный образец, пример представлен на Рисунке 4. Как правило, эталоном повреждения, для настройки прибора служит изготовленная на заводе или в слесарных условиях деталь или заготовка, имеющая определенные заранее известные параметры повреждения, например, пропил, отверстие определенного диаметра и др.
Важным фактором в повышении качества изготовления труб является контроль, но не все дефекты видны невооруженным глазом. Поскольку трубы являются цилиндрическими поверхностями, то возникают определенные трудности при проведении дефектоскопии. При исследовании труб необходимо использовать определенного рода методики, а также всегда необходимо использовать эталонный образец, пример представлен на Рисунке 4. Как правило, эталоном повреждения, для настройки прибора служит изготовленная на заводе или в слесарных условиях деталь или заготовка, имеющая определенные заранее известные параметры повреждения, например, пропил, отверстие определенного диаметра и др.
Образец позволяет точно настроить прибор для проведения исследования в определенных условиях, а также помогает правильно разместить датчики на трубе. Существенную проблему в исследовании внутренних дефектов занимает то, как правильно разместить датчик, чтобы правильно считать сигнал, немаловажную роль еще здесь играет толщина труб, любой датчик имеет ограничения по глубине которую он может исследовать [2].
Для контроля качества изготовления труб применяется дефектоскоп, который комплектуется преобразователями, стандартными образцами, дополнительными устройствами и приспособлениями, для того, чтобы обеспечить постоянные параметры контроля, таких как угол, шаг сканирования и другие. Дополнительные приспособления в виде, искусственных отражателей, помогают упростить процедуру настройки чувствительности ультразвуковой аппаратуры [3].
При контроле труб одного сортамента, как правило, используются единые стандартные образцы. Стоит отметить, что настройка ультразвуковой аппаратуры должна производится одинаково для всех исследуемых образцов, а также необходимо обратить внимание на то, что амплитуды сигналов от одинаковых по геометрии отражателей и уровень акустических шумов должны совпадать с точностью не менее, чем ±1,5 дБ. В качестве стандартного образца для настройки чувствительности аппаратуры, используют отрезок трубы не имеющий дефектов, но он должен быть того же типа размеров, иметь тоже качество поверхности что и исследуемая труба [4].
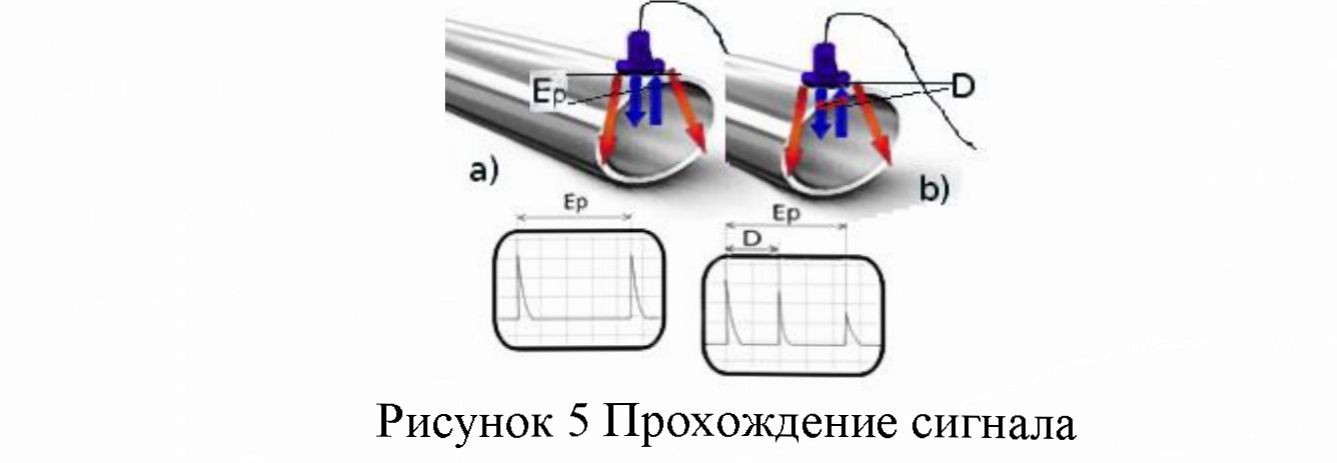
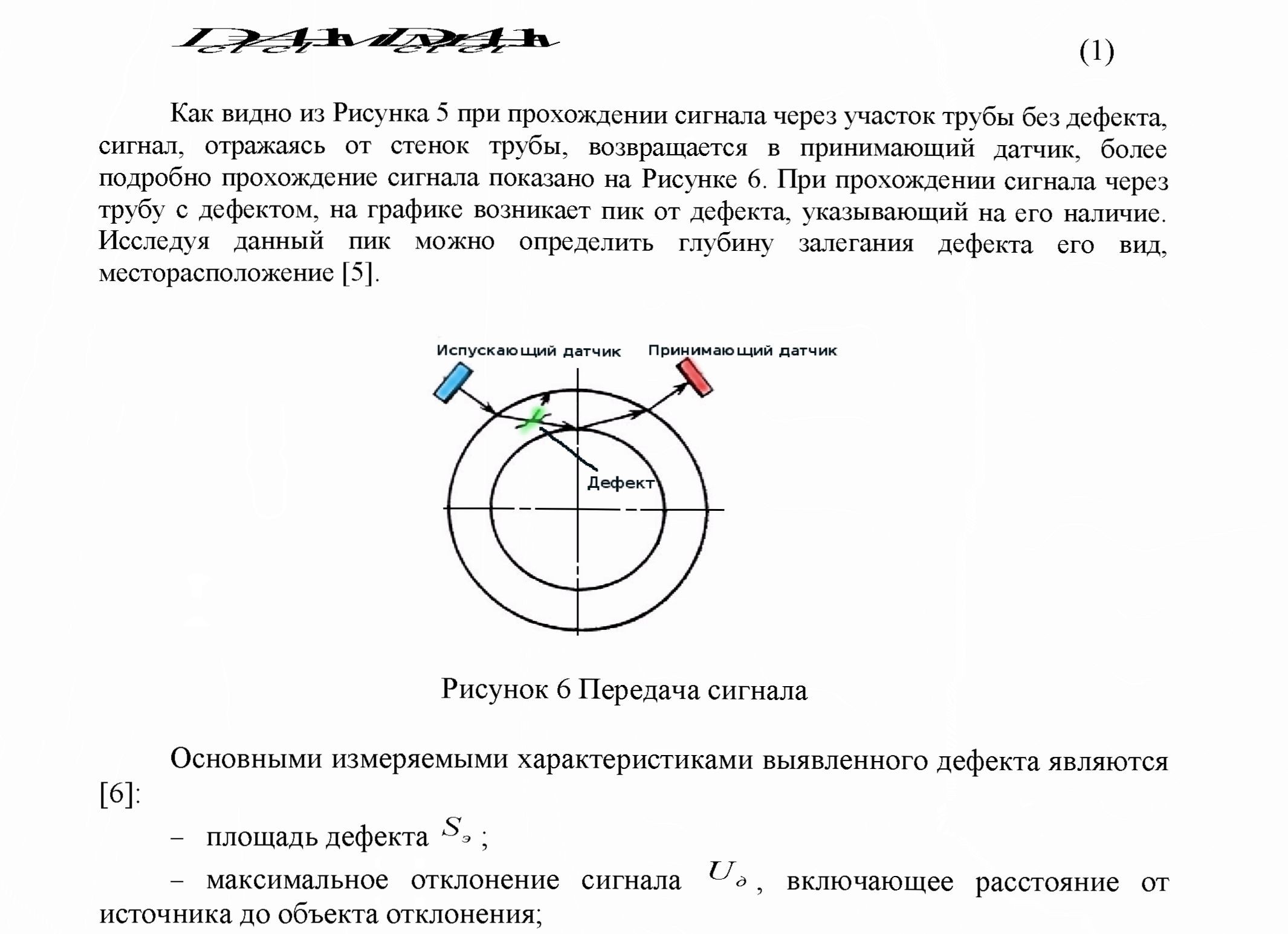
Техническая документация на контроль предусматривает, использование различного рода отражателей. Образцы, количество датчиков фиксируются в документации о контроле. На Рисунке 5 представлены условные виды пиков сигнала при прохождении его через поверхность трубы без дефекта под пунктом «а» и с дефектом под пунктом «Ь».
 Продольный и поперечный ^ct шаги сканирования определяют с учетом заданного превышения чувствительности поиска над чувствительностью оценки, диаграммы направленности преобразователя и толщины контролируемого изделия.
Продольный и поперечный ^ct шаги сканирования определяют с учетом заданного превышения чувствительности поиска над чувствительностью оценки, диаграммы направленности преобразователя и толщины контролируемого изделия.
При ручном контроле, значение шага сканирования должно принимать следующие значения:
- нахождение дефекта в пространстве, его координаты;
- размеры дефекта, которые принимаются условно.
- расстояние между различными дефектами;
- количество дефектов на определенной длине соединения или изделия.
Процесс проведения дефектоскопии для контроля качества изготовления труб, является сложным, но необходимым. От качества труб зависит порой не только сохранность, каких либо жидкостей, но и жизни людей, работающих в опасном производстве, связанном с рисками утечки опасных веществ или взрывами.
Литература:
- Розов Н.В. Холодная прокатка стальных труб. M.: Металлургия. - 1977. - 183 с.
- Ультразвуковая дефектометрия металлов с применением голографических методов Под ред. А.Х. Вопилкина.- 2008.
- Ермолов И.Н. Расчеты в ультразвуковой дефектоскопии,- 2004.
- Алешин Н.П. Радиационная, ультразвуковая и магнитная дефектоскопи металлоизделий,- 1991.
- Николаев М.И. Метрология, стандартизация, сертификация и управление качеством. - Национальный Открытый Университет «ИНТУИТ», 2016.
- Щербинин В. Песенник дефектоскописта (2010).