В статье представлены результаты валидации критических стадий технологического процесса получения экстракта девясила крупнолистного. В технологическом процессе получения экстракта к критическим стадиям относятся: подготовка ЛРС, подготовка экстрагента, получение извлечения из ЛРС, предварительная очистка, фильтрация, фасовка, маркировка и упаковка готовой продукции. Определены параметры валидации и объем отбираемых проб/исследований. На основании проведенного исследования доказана валидность технологического процесса, который стабилен во времени.
Введение. Флора Республики Казахстан разнообразна и многочисленна [1]. Научно-практическое значение представляет растение девясил крупнолистный (Inula macrophylla Kar. et Kir. in Bull.). На кафедре технологии лекарственных форм и инженерных дисциплин АО «Национальный медицинский университет» отработана лабораторная технология получение жидкого экстракта из этого растения, совместно с ТОО «ФитОлеум» (г. Есик, Республика Казахстан) успешно проведен перенос технологии.
С 2006 года на территории Республики Казахстан любое производство фармацевтических продуктов предполагает соблюдение требований GMP [2]. В соответствии с приложением 15 технологический процесс необходимо подвергать валидации для обеспечения и гарантии его стабильности и выпуска продукции фармакопейного качества [3]. Стабильность технологического процесса является гарантией получения готового продукта надлежащего качества [4-6].
Целью работы является проведение валидации критических операций технологического процесса получения экстракта macrophylla.
Материалы и методы исследования. Сырьем являются высушенные фрагментированные корни и корневища девясила крупнолистного и 70% спирт этиловый фармакопейного качества. Экстракт I. macrophylla получен методом мацерации.
Технология получения экстрактам состоит из следующих стадий: приготовление экстрагента, подготовка сырья, получение извлечения из лекарственного растительного сырья (ЛРС), предварительная очистка, фильтрация, упаковка и маркировка готового продукта. Для получения экстракта жидкого корни и корневища измельчают до частиц размером не более 8 мм на корнетерках и замачивают их в экстрагенте в течении 4 ч с последующим 72 часовым настаиванием при температуре от 20 до 30 °C. Очищают извлечение центрифугированием и фильтруют через фильтры с размером пор 1.0 мкм, 0.5 мкм, 0.65/0.45 мкм. Готовый продукт упаковывают. В эксперименте использовано квалифицированное оборудование, применяемые методики валидированы на стадии разработки.
Результаты и обсуждение. Для подтверждения валидности технологического процесса получения экстракта I. macrophylla произведено три опытно-промышленные серии готового продукта. План валидации технологического процесса разработан в соответствии с оценкой рисков критических стадий переносимой технологии, определены технологические параметры, критерии приемлемости и результаты валидации технологического процесса представлены в таблице 1.
Таблица 1 План валидации технологического процесса производства экстракта жидкого
|
Стадии процесса |
Параметры |
Регламентируемые нормы |
Количество отбора проб в одной серии |
|
Стадия 1 Подготовка сырья экстрагента |
Качество исходного сырья |
В соответствии НТД: тех. регл |
1 |
|
Масса (объем) используемого сырья |
± 0.05 кг |
1 |
|
|
Время смешивания |
30 мин |
1 |
|
|
Скорость смешивания |
15 об/мин |
Каждые 10 мин |
|
|
Концентрация этанола |
69 71 % |
9 точек |
|
|
Количество спирта этилового |
± 0.05 кг |
1 |
|
|
Стадия 2 Подготовка ЛРС |
Качество сырья |
В соответствии НТД: тех. регл |
9 точек |
|
Масса используемого сырья |
± 0.05 кг |
1 |
|
|
Стадия 3 Получение извлечения из ЛРС |
Температура экстракции |
20-30 °С |
Каждые 30 мин |
|
Время экстракции: Замачивание |
4 ч |
1 |
|
|
Настаивание |
72 ч |
||
|
Идентификация биологически активных веществ (БАВ) |
В соответсвии с СП-фирмы |
9 точек |
|
|
Концентрация спирта этилового |
В соответсвии с СП-фирмы |
9 точек |
|
|
Количественное определение |
В соответсвии с СП-фирмы |
9 точек |
|
|
Стадия 4 Предварительная очистка |
Скорость центрифугирования |
5000±50 об/мин |
Каждые 10 мин |
|
Время центрифугирования |
30 мин |
1 |
|
|
Стадия 5 Фильтрация |
Размер пор фильтров |
1.0 мкм; 0.5 мкм; 0.65/0.45 мкм |
1 |
|
Качество полупродукта |
В соответсвии с СП-фирмы |
9 точек |
|
|
Стадия 6 Подготовка |
Качество упаковочных материалов |
В соответсвии с СП-фирмы |
9 проб |
|
флаконов, пробок и крышек |
Микробиологическая чистота |
В соответствии с СП |
9 проб |
|
Стадия 7 |
Объем заполнения упаковки |
100 ± 5 г |
|
|
Фасовка, маркировка и |
Вначале |
В соответствии НТД: тех. регл, СП |
9 |
|
упаковка в пачки готовой |
В середине |
9 |
|
|
продукции |
В конце |
9 |
|
|
Комплектность Вначале В середине |
В соответствии с СП |
9 9 |
|
|
В конце |
9 |
||
|
Качество маркировки Вначале |
В соответствии с СП |
9 |
|
|
В середине |
9 |
||
|
В конце |
9 |
||
|
Стадия 8 |
Комплектность |
В соответствии с СП |
1 |
|
Упаковка в картонные коробки |
Маркировка |
В соответствии с СП |
1 |
Качество высушенных корней и корневищ девясила крупнолистного удовлетворяет требованиям проекта аналитического нормативного документа (АНД) и Государственной фармакопеи Республики Казахстан. Стандартизированное сырье измельчили на мельнице до размеров не более 8 мм.
При приготовлении 70% спирта этилового (экстрагент) были заданы следующие параметры: время смешивания 30 мин, скорость работы смесителя 15 об/мин. На протяжении исследуемого промежутка времени работа смесителя была стабильна и составляла 15 об/мин. В готовом экстрагенте исследовали содержание этанола, образцы были отобраны с реактора с 9 точек. Результаты исследования трех серий показали стабильность и статистическую управляемость данной операции: RSD не превышает 1 %, в контрольных картах Шухарта значения варьируют в диапазоне 3 о, индексы возможности процесса удовлетворяют требованиям Ср (1,61) > Срk (1,61) > 1,3 (Рисунок 1).
Рисунок 1 Контрольные карты для индивидуальных значений (I), скользящего размаха (MR), стандартного отклонения (R/S) (I-MR-R/S) процесса количественного содержания этанола в экстрагенте

Стадия получения извлечения включает следующие технологические параметры: время намачивания сырья 4 ч, время настаивания 72 ч, температура 20 ± 2 °C (1 серия), 25 ± 2 C (2 серия), 30 ± 2 C (3 серия). Оценка заданных параметров свидетельствует о стабильности технологической стадии. При исследовании температурного режима относительное стандартное отклонение не превышает 1, контрольные карты находятся в пределах регламентируемых норм, индексы возможности процесса свидетельствуют об статистической управляемости процесса (Рисунки 2).

 По окончании стадии проведен отбор проб: сверху, в середине и снизу емкости сборника по 3 образца, анализ проведен в трех повторностях. При оценке качества полученного извлечения все образцы представляли собой жидкость коричневого цвета, с характерным запахом и вкусом, идентификация произведена при помощи качественных реакций на входящие группы БАВ [7], содержание этанола в пределах 70 ±2 % (Рисунок 3), количественное определение полисахаридов во всех образцах находятся в пределах регламентируемых норм (Рисунок 4).
По окончании стадии проведен отбор проб: сверху, в середине и снизу емкости сборника по 3 образца, анализ проведен в трех повторностях. При оценке качества полученного извлечения все образцы представляли собой жидкость коричневого цвета, с характерным запахом и вкусом, идентификация произведена при помощи качественных реакций на входящие группы БАВ [7], содержание этанола в пределах 70 ±2 % (Рисунок 3), количественное определение полисахаридов во всех образцах находятся в пределах регламентируемых норм (Рисунок 4).
1 серия 2 серия 3 серия
Рисунок 2 - Контрольные карты для индивидуальных значений (I), скользящего размаха (MR), стандартного отклонения (R/S) (I-MR-R/S) для температуры в реакторе на стадии получения извлечения
Рисунок 3 Контрольные карты для индивидуальных значений (I), скользящего размаха (MR), стандартного отклонения (R/S) (I-MR-R/S) количественного содержания этанола в извлечении

Полученные результаты характеризуют технологический процесс на стадии «Получение извлечения из ЛРС» как статистически управляемый, стабильный. Статистическая оценка параметров стадии и оценка качества полупродукта показала следующее: относительное стандартное отклонение не превышает 1 %, контрольные карты находятся в пределах 3 о, индексы возможности процесса свидетельствуют об статистической управляемости процесса.
1 серия 2 серия 3 серия
Рисунок 4 Контрольные карты для индивидуальных значений (I), скользящего размаха (MR), стандартного отклонения (R/S) (I-MR-R/S) для количественного содержания полисахаридов в извлечения



Предварительную очистку центрифугированием извлечения ЛРС проводили при 5000 об/мин в течение 30 мин. Значительные отклонения в изучаемых параметрах отсутствуют. После трех ступенчатой фильтрации полупродукт проверяли по следующим показателям качества: описание, идентификация, относительная плотность, содержание этанола, сухой остаток, тяжелые металлы, количественное определение, микробиологическая чистота. Отбор проб осуществляли со сборника полупродукта также по 9 точкам в указанной последовательности. Качество полупродукта по всем показателям качества удовлетворяет требованиям его спецификации, количество тяжелых металлов, относительная плотность находилась в пределах регламентируемых норм, содержание этанола от 67,4 до 69,6 (Рисунок 5), сухой остаток составлял не менее 8 %, микробиологическая чистота извлечения соответствовала требованиям ГФ РК I (категория 3В), результаты исследуемых параметров сопоставимы с таковыми предыдущей стадии (Рисунок 6).
Рисунок 5 Контрольные карты для индивидуальных значений (I), скользящего размаха (MR), стандартного отклонения (R/S) (I-MR-R/S) количественного содержания этанола в экстракте




1 серия 2 серия 3 серия
Рисунок 6 Контрольные карты для индивидуальных значений (I), скользящего размаха (MR), стандартного
отклонения (R/S) (I-MR-R/S) для количественного содержания полисахаридов в экстракте
Стандартизованный экстракт жидкий фасуют в стеклянные емкости по 50 мл, укупоривают полиэтиленовыми крышками, маркируют и упаковывают в пачки. Отбор проб осуществляли в начале, середине и конце операции по 9 единиц на каждом этапе, анализируя объем заполнения упаковки, качество маркировки, укупорки и комплектности (флакон, аннотация, пачка). На основании исследования
контрольных карт при заполнении флаконов значительные отклонения отсутствуют, RSD не превышает 1 %, индексы Ср и Cpk находятся в пределах регламентируемых норм (Рисунок 7). Качество укупорки флаконов и их маркировка соответствуют проекту АНД «Экстракт жидкий корневищ и корней девясила крупнолистного» и соответствующей нормативной документации [8].
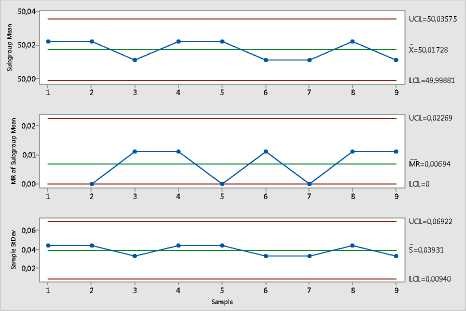
Рисунок 7 - Контрольные карты для индивидуальных значений (I), скользящего размаха (MR), стандартного отклонения (R/S) (I-MR-R/S) для объема экстракта во флаконе для 3х серий
Валидационная оценка технологического процесса прошла успешно, к критическим стадиям относятся подготовка ЛРС и экстрагента, получение извлечения из ЛРС, предварительная очистка и фильтрация. Определены параметры и объем отбираемых проб/исследований при рутинных анализах, представленные в таблице 2. Доказано, что на протяжении всего технологического процесса микробиологическая чистота сырья, полупродуктов и продукта, используемого оборудования и воздуха
неизменна, что подтверждает валидность процесса по данному показателю В связи с этим рекомендуется проводить рутинное исследование микробиологической чистоты только готового продукта. На основании проведенных исследований был утвержден опытнопромышленный регламент на производство экстракта жидкого корневищ и корней девясила крупнолистного на предприятие ТОО «ФитОлеум».
Таблица 2 План оценки технологического процесса при рутинном производстве экстракта жидкого
|
Стадии процесса |
Параметры |
Регламентируемые нормы |
Количество отбора проб в одной серии |
|
Стадия 1 |
Качество исходного сырья |
В соответствии НТД: тех. регл |
1 |
|
Подготовка сырья экстрагента |
Масса (объем) используемого сырья |
± 0.05 кг |
1 |
|
Время смешивания |
30 мин |
1 |
|
|
Скорость смешивания |
15 об/мин |
3 раза |
|
|
Концентрация этанола |
69 71 % |
3 точки |
|
|
Количество спирта этилового |
± 0.05 кг |
1 |
|
|
Стадия 2 Подготовка ЛРС |
Качество сырья |
В соответствии НТД: тех. регл |
3 точек |
|
Масса используемого сырья |
± 0.05 кг |
1 |
|
|
Стадия 3 Получение извлечения из ЛРС |
Температура экстракции |
20-30 °С |
Каждые 2 ч |
|
Время экстракции: Замачивание Настаивание |
4 ч 72 ч |
1 |
|
|
Частота колебаний |
20-40 кГц |
3 раза |
|
|
Идентификация биологически активных веществ (БАВ) |
В соответсвии с СП-фирмы |
3 точек |
|
|
Концентрация спирта этилового |
В соответсвии с СП-фирмы |
3 точек |
|
|
Количественное определение |
В соответсвии с СП-фирмы |
3 точек |
|
|
Стадия 4 Предварительная очистка |
Скорость центрифугирования |
5000±50 об/мин |
3 раза |
|
Время центрифугирования |
30 мин |
1 |
|
|
Стадия 5 Фильтрация |
Размер пор фильтров |
1.0 мкм; 0.5 мкм; 0.65/0.45 мкм |
1 |
|
Качество полупродукта |
В соответсвии с СП-фирмы |
3 точек |
|
|
Стадия 6 Подготовка флаконов, пробок и крышек |
Качество упаковочных материалов |
В соответсвии с СП-фирмы |
3 проб |
|
Микробиологическая чистота |
В соответствии с СП |
3 проб |
|
|
Стадия 7 Фасовка, маркировка и упаковка в пачки готовой продукции |
Объем заполнения упаковки Вначале В середине В конце |
100 ± 5 г В соответствии НТД: тех. регл, СП |
9 9 9 |
|
Комплектность Вначале В середине В конце |
В соответствии с СП |
9 9 9 |
|
|
Качество маркировки Вначале В середине В конце |
В соответствии с СП |
9 9 9 |
|
|
Стадия 8 Упаковка в картонные коробки |
Комплектность |
В соответствии с СП |
1 |
|
Маркировка |
В соответствии с СП |
1 |
СПИСОК ЛИТЕРАТУРЫ
Таким образом, успешно проведена валидация технологического процесса производства экстракта жидкого корневищ и корней девясила крупнолистного в опытно промышленных условиях. Полученные данные позволяют утверждать о стабильности технологического процесса и выпуска качественной продукции, соответствующей требованиям спецификации качества и ГФ РК.
Выводы. Проведена валидация критических стадий технологического процесса получения экстракта I. macrophylla.
1. Установлено, что в технологическом процессе получения экстракта критическими стадиям относятся подготовка ЛРС, подготовка экстрагента, получение извлечения из ЛРС, предварительная очистка, фильтрация, фасовка, маркировка и упаковка готовой продукции.
Определены параметры и объем отбираемых проб/исследований при валидации технологического процесса.
Постоянство во времени показателей качества указывает на стабильность критических стадий, производственного процесса в целом и гарантирует получение однородного продукта. На основании проведенных исследований был утвержден опытно-промышленный регламент на производство экстракта из корневищ и корней девясила крупнолистного жидкого на предприятии ТОО «ФитОлеум».
- Байтенов М.С. Флора Казахстана. Алматы: Гылым, 1999. 400 с.
- СТ РК 1617 -2006 «Производство лекарственных средств. Надлежащая производственная практика. Основные положения».
- Приказ МЗСР РК «Об утверждении надлежащих фармацевтических практик» от 27 мая 2015 г. № 392 URL: http://adilet.zan.kz/rus/docs/V1500011506 (дата обращения: 5.11.2018)
- Technology Transfer. Good Practice Guide URL: http://www.fptl.ru/biblioteka/transfer/ISPE_Technology-transfer_2003.pdf (дата обращения: 5.11.2018)
- WHO Guidelines on transfer of technology in pharmaceutical manufacturing. WHO Technical Report Series . No. 961. 2011. URL: http://www.who.int/medicines/areas/quality_safety/quality_assurance/TransferTechnologyPharmaceuticalManufacturingTRS961Ann ex7.pdf (дата обращения: 5.11.2018)
- А.У.Тулегенова Валидация: общие понятия, проведение и документирование на примере производства препарата этодин форт // Фармация Казахстана. 2010. №3. С. 5-9.
- Государственная Фармакопея Республики Казахстан: в 3 т. Алматы: Издательский дом «Жибек Жолы», 2009. Т. 2. 804 с.
- Приказ МЗСР РК «Об утверждении Правил маркировки лекарственных средств, изделий медицинского назначения и медицинской техники» от 16 апреля 2015 г. № 227 URL: http://adilet.zan.kz/rus/docs/V1500011088 (дата обращения: 5.11.2018).