Аннотация
Работа представляет собой научное исследование влияния роли автоматизации сварочных процессов на качество сварных соединений. В данной статье рассмотрены общие вопросы обеспечения качества сварных соединений, принципы работы автоматических систем управления сварочными процессами. Также уделено внимание способам проведения контроля качества и исследованиям основных параметров сварного шва. В статье приведены примеры работы автоматических замкнутых систем регулирования сварочных процессов, рассмотрен принцип влияния параметров на их работу. Задачей автоматизации сварочных процессов является качественных сварных соединений при наилучших экономических показателях с минимально возможным участием человека. Системы автоматизированного управления с использованием ЭВМ и микроконтроллеров со сварочными автоматами позволяют значительно уменьшить долю ручного труда в сварочном производстве, повысить производительность и улучшить качество сварных швов. Сертификация оказывает положительное влияние не только на качество сварных соединений, но и на сами изделия, увеличивая их срок службы, что в свою очередь влияет на экономию бюджета. Таким образом, создание эффективных и в то же время экономически выгодных систем автоматического управления формированием сварного соединения в настоящее время представляет как практический, так и научный интерес.
Введение
На данный момент сварка занимает лидирующее место среди технологических процессов в изготовлении большого объема металлоконструкций.
Как и любой другой технологический процесс в сварочном производстве имеется обширное количество затрат таких как, затраты труда работников, затраты на производственное оборудование, оснастку и материалы. Для того чтобы производство становилось более экономичным необходимо рассматривать системы управления и автоматизации сварочным производством, ведь затраты на заработные платы работников остаются высокими и работники могут допускать ошибки при производстве. Стоит отметить и тот фактор, что сварочное производство воздействует на здоровье работников, выделяющиеся вредные газы попадают в дыхательные пути, а нагревающиеся элементы могут причинить ожоги работникам. Каждое сварочное производство содержит большой объем характеристик, которые влияют на ход сварочных процессов, а также высокие скорости изменения данных процессов, нуждаются в обработке большого количества информации в единицу времени. Автоматизация при обработке большого количества информации является обязательным условием качественного выполнения сварных соединений.
Целью автоматизации сварочных процессов является качественных сварных соединений при наилучших экономических показателях с минимально возможным участием человека. Автоматизация, как правило, исключает влияния на технологический процесс таких факторов как, квалификация рабочего, его навыки и умения, утомляемость. Автоматизация направлена на уменьшение количества брака при производстве, а также повышение качества соединений, деталей, узлов выполненных методом сварки. В качестве примера можно рассмотреть стыковое сварное соединение, показанное на Рисунке 1.

Как видно из Рисунка 1 сварной шов имеет основные параметры: S - толщина свариваемого металла, t - толщина шва и соответствует t=q+h, Һ - глубина провара, е - ширина шва, b - зазор, q - выпуклость шва.
В ходе автоматизации и введения управляющих систем количество недопустимых дефектов сварных швов сводится к минимуму, снижается простой оборудования, применяются сварочные автоматы, сокращается доля ручного труда, потеря рабочего времени, также снижается энергоемкость производства.
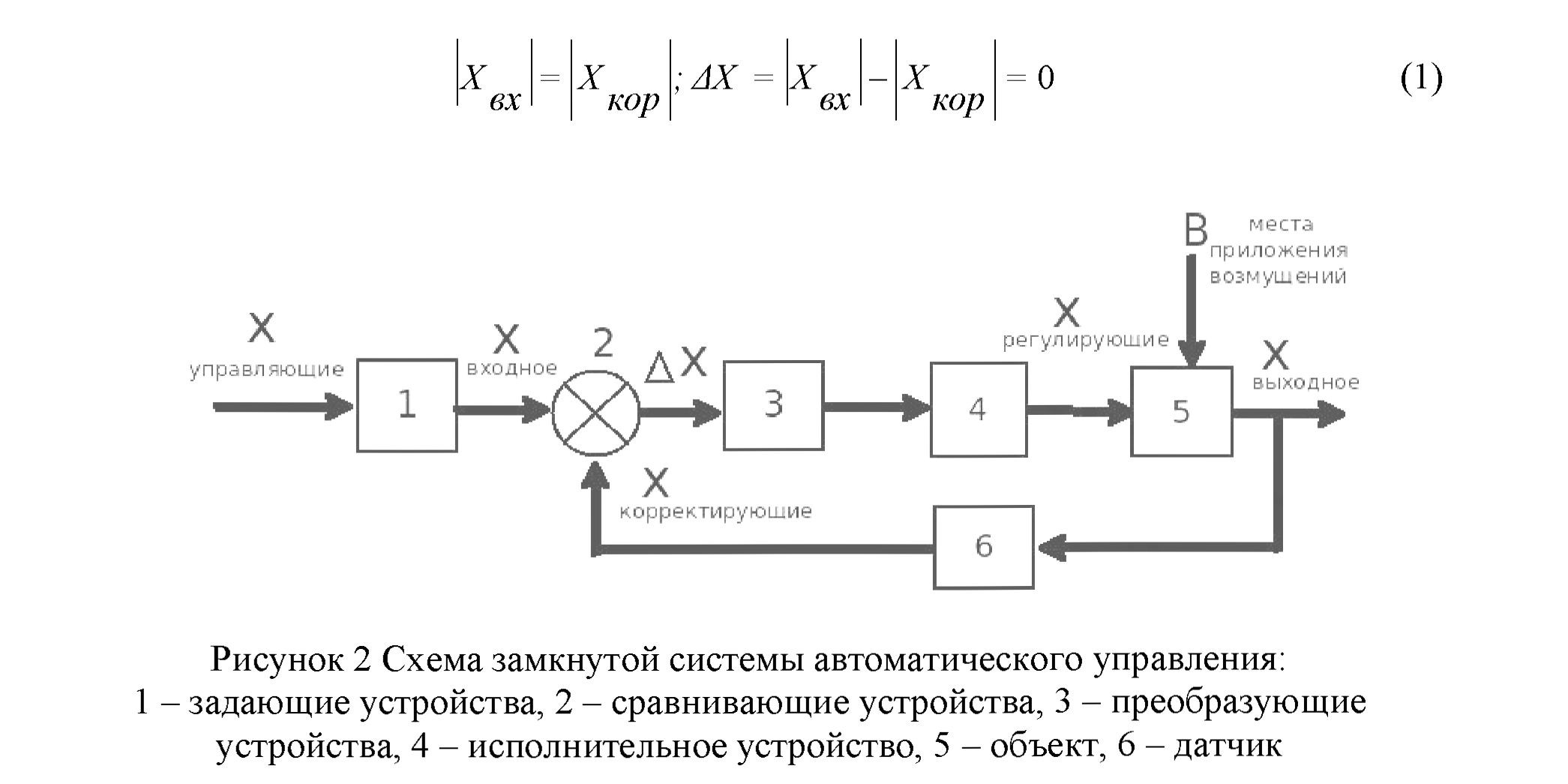
Автоматизация влечет за собой создание новых средств производства, которые в свою очередь будут основой разработки и применения прогрессивных технологий сварки. В решении задач автоматизации сварочных производств используется программное управление ЭВМ и микропроцессоры. В основных простых случаях использования систем управления, необходимо обеспечить перемещение источника дуги, подачи сварной проволоки или изменение силы тока, применяют системы автоматического управления. Системы и программные устройства позволяют изменять управляющие воздействия Xynp по закону (см. Рисунок 2), который позволяет избежать вредного воздействия возмущающей величины, связной например, с падением напряжения в цепи, скачками напряжения. При возникновении возмущающей величины В она измеряется и преобразуется в корректирующую величину Хкор, которая позволяет устранить влияние возмущений В, на выходной параметр Xebtx.
На Рисунке 2 представлена замкнутая система автоматического управления и регулирования. Изменение Xp регулирующего воздействия, значение определяющее значение выходной величины Xeba-, происходит до тех пор, пока Xebix не достигнет требуемого значения и не восстановится равновесие системы регулирования, то есть чтобы происходило правильное функционирование системы необходимо регулировать входное значение Xex на корректирующую величину Хкор, работа данной системы определяется условиями:
 Ярким примером реализации на производстве замкнутой системы автоматического управления является сварочный трактор АДС - 1000, в котором подача сварной проволоки в зону сварки автоматизирована в зависимости от сварочной
Ярким примером реализации на производстве замкнутой системы автоматического управления является сварочный трактор АДС - 1000, в котором подача сварной проволоки в зону сварки автоматизирована в зависимости от сварочной
Дуги.
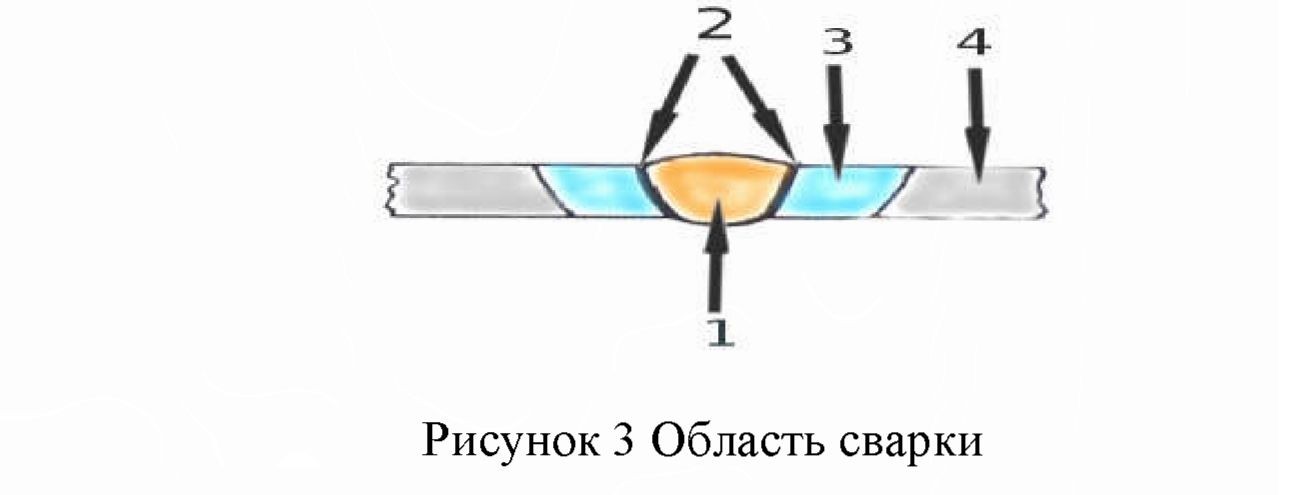
Основные вопросы, возникающие при использовании автоматических систем сварки это обеспечение качества шва. Известно, что область сварки, показанная на Рисунке 3, состоит из следующих зон:
- зона сварного шва;
- зона сплавления;
- зона термического влияния (ЗТВ);
- часть основного металла.
Качество шва как видно из рисунка будет зависеть от правильности движения системы обеспечивающей подачу сварной проволоки и дуги в зону сварного шва. Немало важным фактором здесь будет являться и скорость движения автомата, его скорость реакции на изменяющиеся параметры системы, такие как изменение зоны термического влияния, зоны сплавления и температурные параметры. Любое сварное соединение должно быть прочным и удовлетворять требованиям, которые к нему предъявляются, именно поэтому толщина сварного соединения, отсутствие раковин, трещин, избыточных напряжений, контролируются не только людьми, но и той же автоматической системой. На точность и качество автоматизации сварочных процессов существенное влияние оказывают точность подготовки заготовок и их размещение относительно друг друга. Поэтому автоматизация сварочных процессов имеет эффект только при наличии механизации и автоматизации заготовительных и сборочных операций. Отклонения положения и формы соединений неизбежны даже при выполнении этих условий в результате перемещений и значимых температурных деформаций.
Применение вычислительной техники в сварочном производстве во многих случаях, позволяет сделать контроль и выполнение сварочных процессов более адаптивным. Адаптивное и автоматическое управление предполагает под собой самонастройку системы при росте температур, короблении свариваемых деталей, а также изменении качества сварного шва. Системы управления изменялись по мере совершенствования их элементной базы, а также в связи с появлением управляемых силовых элементов (тиристоров, транзисторов) и прошли в своем развитии несколько этапов.
 В нынешних условиях рынка и научно технического прогресса, при неограниченном объеме производимого и импортируемого товара возрастает опасность приобретения потребителем товара ненадлежащего качества. В ситуациях, когда производитель знает что потребитель из - за отсутствия финансов готов купить продукцию низкого качества не прилагает никаких усилий для того чтобы повысить качество производимых им товаров. Безопасность приобретаемой продукции поддерживается и регулируется государством, и закреплен законом PK «О сертификации товаров и услуг».
В нынешних условиях рынка и научно технического прогресса, при неограниченном объеме производимого и импортируемого товара возрастает опасность приобретения потребителем товара ненадлежащего качества. В ситуациях, когда производитель знает что потребитель из - за отсутствия финансов готов купить продукцию низкого качества не прилагает никаких усилий для того чтобы повысить качество производимых им товаров. Безопасность приобретаемой продукции поддерживается и регулируется государством, и закреплен законом PK «О сертификации товаров и услуг».
Обеспечение сертификации продукции сварочного производства на каждом этапе его изготовления, является одним из способов достижения высокого качества сварных соединений. Для проверки соответствия поставляемой и производимой продукции сварочного производства определенным требованиям используются различные процедуры, методы и формы контроля, анализа несоответствий. Эти процедуры могут выполняться поставщиком продукции или по его заказу - третьей стороной. Поэтому у потребителя могут возникнуть сомнения в объективности предоставленной ему информации. Отсюда возникает такое понятие как государственный надзор, осуществляемый органами Госстандарта.
Однако не стоит забывать, что в условиях рынка продвижение товаров - процесс гораздо более сложный, и информация о качестве продукции в данном случае является существенным преимуществом. Именно этим объясняется широкое распространение 3 - его вида контрольного надзора - сертификации товаров и услуг. Главное отличие сертификации от предыдущих видов контроля заключается в том, что она проводиться государственным органом - третьей стороной, которая не зависит ни от поставщика и ни от потребителя. Сертификация - это деятельность по подтверждению соответствия продукции установленным требованиям стандартов. Сертификация может быть как обязательной, так и добровольной.
При правильно организационном технологическом процессе контроль должен быть неотъемлемой его частью. Выявление дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии. Сварные конструкции контролируются на каждом этапе их изготовления методами неразрущаемого и разрушаемого контроля качества сварных соединений. Кроме этого, регулярно проверяют оборудование и приспособления. Проверка основных и вспомогательных материалов, соответствие чертежу и техническим условиям осуществляется при предварительном контроле. После завершения заготовительных работ осуществляется наружный осмотр детали, проверятся их внешний вид, качество, заусенцы, забои, трещины и тому подобное. А также измеряют специальными и универсальными инструментами, различными шаблонами, контрольными приспособлениями. Особое внимание уделяют участкам подвергающиеся сварке.
Заключение
Исходя из всего выше сказанного можно сделать следующие выводы:
1) Системы автоматизированного управления с использованием ЭВМ и микроконтроллеров со сварочными автоматами позволяют значительно уменьшить долю ручного труда в сварочном производстве, повысить производительность и улучшить качество сварных швов.
2) Сертификация оказывает положительное влияние не только на качество сварных соединений, но и на сами изделия, увеличивая их срок службы, что в свою очередь влияет на экономию бюджета. Если сертификация проводится в ответственных местах, таких как, например, АЭС, газопроводы и др., она помогает избежать вреда здоровью людей, которые непосредственно на них находятся.
Литература:
- OCT 24.125.31 -89 Швы сварные стыковых соединений трубопроводов АЭС. Типы и основные размеры.
- Мерзликина Н.В.. Секацкий В.C., Титов В.А. Взаимозаменяемость и нормирование точности: учебное пособие. - Сибирский федеральный университет, 2011.
- Сергеев А.Г., Баландина Е.А.. Баландина В.В. Менеджмент и сертификация качества охраны труда на предприятии: учебное пособие. - Логос, 2013.
- Николаев М.И. Метрология, стандартизация, сертификация и управление качеством. - Национальный Открытый Университет «ИНТУИТ», 2016.
- Виктор Овчинников. Контроль качества сварных соединений. - «Academia», 2009.
- Адаменко А.А. Радиационный неразрушающий контроль сварных соединений. - Киев: Техника, 1981.