Исследование распределения напряженно-деформированного состояния процесса протяжки круглой заготовки в комбинированных бойках
Протяжка является важнейшей кузнечной операцией, применяемой не только с целью формоизменения, но и для улучшения качества металла [1]. При ковке слитка правильно выбранный и тщательно выполненный термомеханический режим деформации способствует заковке внутренних дефектов усадочного происхождения, повышению механических свойств металла в осевой зоне слитка, особенно показателей пластичности, т.е. повышению качества поковок. Температурные условия, приемы ковки и применяемый инструмент при протяжке оказывают существенное влияние также на производительность ковки. Поэтому при разработке технологии требуется с одной стороны, правильно оценить и использовать влияние протяжки на качество поковок, с другой – обеспечить высокую производительность технологического процесса.
При ковке важным вопросом является правильно выбранная форма инструмента, так как именно она обеспечивает преимущественное распределение деформации в том или ином направлении по объему металла [1]. При этом форма бойков имеет большое влияние и на напряженное состояние металла. Наиболее благоприятная механическая схема ковки создается бойками, которые с начального момента деформирования обеспечивают контакт по максимальной части периметра поперечного сечения заготовки. В этом случае в основной части деформированного объема действуют всесторонние сжимающие напряжения.
В последние годы разработаны различные способы протяжки поковок типа валов, а также кузнечные инструменты различной конфигурации (такие как: комбинированные, вырезные, специальные и рельефные бойки), для ее осуществления, обеспечивающие улучшение качества поковок [1].
В различных изданиях обсуждаются пути интенсификации деформирования при ковке в комбинированных бойках, являющихся наиболее распространенными в производстве поковок типа валов. Так, по мнению авторов работы [1], интенсификацию пластической деформации литого металла можно достичь заменой ковки с небольшими углами кантовки ковкой с кантовкой поочередно на 90о и 45о. При этом авторы работы [2] предлагают подобный эффект достичь путем перехода к ковке с кантовками на 180о и 90о, а авторы работы [3] – вести процесс протяжки по схеме «круг-трехгранник-шестигранник-круг».
Необходимо отметить, что для достижения наилучших результатов по деформированию металла необходимо так согласовать угол кантовки с углом выреза, чтобы при каждом обжатии обеспечивался их возможно более полный контакт с заготовкой.
Проведя исследования деформированного состояния с помощью объемной координатной сетки, авторы работы [2] показали, что при ковке в комбинированных бойках с углом выреза в пределах 100 – 110о, независимо от величины единичного обжатия, необходимо кантовать заготовку на угол = 55 – 75о, а для шлихтовки – = 17 – 22о. При таких значениях углов кантовки наиболее полно устраняется неравномерность деформации и уменьшается влияние растягивающих напряжений.
В работе [3] с позиций уменьшения неравномерности деформации рассмотрели задачу определения углов кантовки при ковке в комбинированных бойках. Доказали, что основное влияние на величину угла кантовки оказывает угол выреза бойка, а в гораздо меньшей степени – форма заготовки и отношение глубины выреза к ее диаметру. Относительная подача практически не оказывает влияния на угол кантовки. Авторы сделали вывод, что наименьшая неравномерность деформаций достигается при равенстве угла кантовки половине угла охвата.
Необходимо также отметить, что основным недостатком выше описанных работ является рассмотрение неравномерности деформации по сечению заготовки с позиции единичного обжатия. Известно, что уровень и стабильность свойств материала поковок зависит от величины накопленной деформации, расчет которой в выше указанных работах не приводился. Критерий оптимизации углов кантовки у разных исследователей различен. В результате этого, данные величины угла кантовки заготовки в комбинированных бойках достаточно противоречивы и нуждаются в уточнении.
Поэтому для создания рациональной технологии протяжки в комбинированных бойках и определение оптимальной величины углов кантовки и единичного обжатия был исследован НДС заготовки при протяжке в данном инструменте.
Методика исследования НДС приводится в работе [1].
Исследование НДС заготовки в процессе протяжки с точки зрения математического моделирования является сложным процессом из-за очень большого числа определяющих параметров и неоднозначным характером их влияния [1]. Корректная постановка задачи даже для простых случаев протяжки приводит к системе интегрально-дифференциальных уравнений, решить которую аналитически не представляется возможным. Однако в настоящее время для решения подобных задач широко применяется метод конечных элементов реализованный в программных продуктах конечно- элементного анализа. Одним из лидеров в программных продуктах конечно-элементного анализа специализированных для расчета процессов обработки металлов давлением является MSC.SuperForge. Достоверность расчетов и эффективность применения MSC.SuperForge для компьютерного моделирования процессов ковки подтверждает опыт ведущих промышленных компаний Японии, США и ЕС, таких как Sumitomo Heavy Industries, Ford, BMW, Toyota Motor Co и DENSO.
Задача исследования объемного НДС заготовки в процессе протяжки в комбинированных бойках является контактной, упругопластической, нелинейной, с учетом температурного режима деформирования, а также больших перемещений и деформаций. Произвели расчет НДС в заготовки при многократном кантовке и обжатии.
Для расчета использовали цилиндрический образец размером Ø60*300 мм. Из базы данных материалов назначали материал S20C (сталь Ст.3 по стандарту стран СНГ) протягиваемой заготовке имеющий следующие свойства:
Упругие свойства Пластические свойства
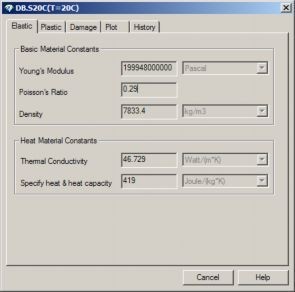

Диаграмма деформирования стали S20C в зависимости от степени и скорости деформации представлена на рис. 1.
Таким образом, в качестве материала заготовки выбрали углеродистую сталь Ст3 с температурным диапазоном деформирования 900 – 1250 оС. Для моделирования пластичности материала заготовки выбрали упругопластическая модель Джонсона-Кука. В MSC.SuperForge инструменты принимаются абсолютно жесткими и обеспечивают только свойства теплопроводности и теплопередачи, т.е. удельная теплопроводность, удельная теплоемкость и плотность приняты во внимание, а механические свойства игнорируются. Материалу бойка, по умолчанию, присваивается инструментальная сталь H13, которой плотность и тепловые свойства будут назначены также по умолчанию.
Взаимодействие между жестким бойком и деформируемым материалом заготовки моделируется с помощью контактных поверхностей, которые описывают контактные условия между поверхностями бойков и поверхностью заготовки. В процессе моделирования контактные условия постоянно обновляются, отражая движение бойков и деформацию материала, что позволяет моделировать скольжение между бойком и материалом обрабатываемой заготовки. Контакт между бойком и заготовкой смоделирован трением по Кулону, коэффициент трения был принят 0,3.
Температурный режим при протяжке состоит из обмена тепла между бойком, заготовкой и окружающей средой, а также из теплового эффекта за счет деформации металла. Теплоперенос осуществляется при конвективном и лучистом обмене с окружающей средой и контакте бойка с заготовкой. Процесс протяжки проходит при комнатной температуре, поэтому начальную температуру бойка принимаем равным 200С.
Трехмерная геометрическая модель заготовки и бойка была построена в CAD программе Inventor и импортирована в CAE программу MSC.SuperForge. При создании конечно-элементной модели заготовки и бойка был использован трехмерный объемный элемент CTETRA (четырехузловой тетраэдр) применяемый для моделирования трехмерных тел (рис. 2). Для модели заготовки потребовалось 4146 элементов и 6360 узла. Время расчета процесса составило 28 мин на компьютере Pentium Duo c тактовой частотой 3,4 ГГц и оперативной памятью 2 Гбайта.
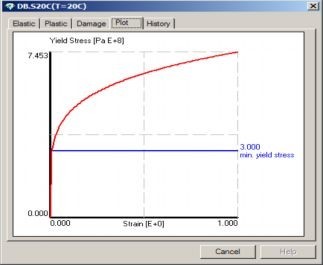
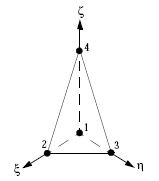
Рис. 1. Диаграмма деформирования стали S20C Рис.2. Конечный элемент CTETRA
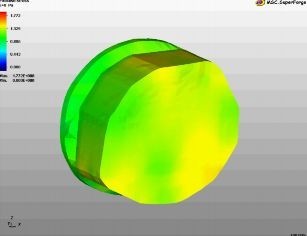
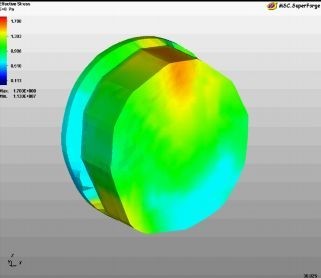
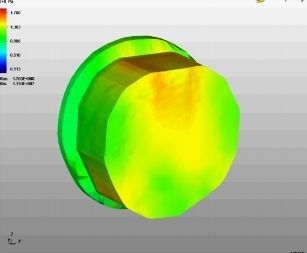
На рис.3, 4, 5, 6, 7, 8, 9, 10, 11 представлены картины распределения НДС по сечению заготовки при протяжке в комбинированных бойках с различными обжатиями (были выбраны 20, 40, 60 и 80 % от полного времени деформирования) и кантовками.
На основе полученных результатов численного моделирования установлено, что
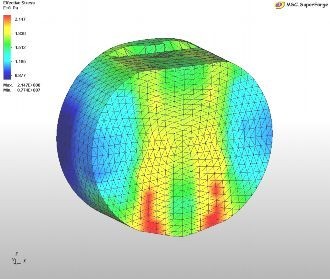
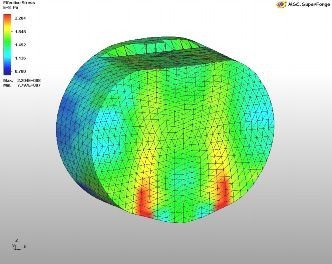
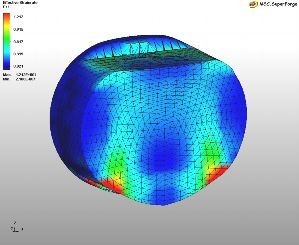
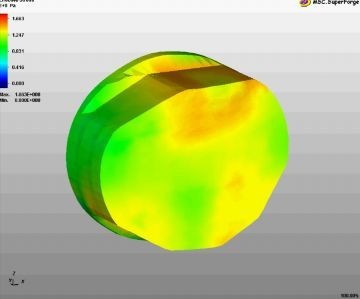
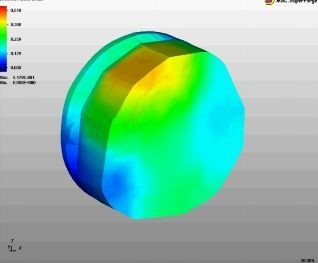
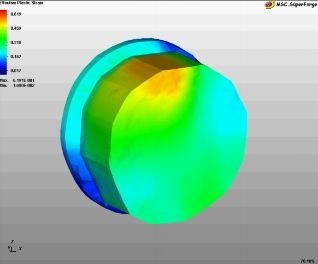
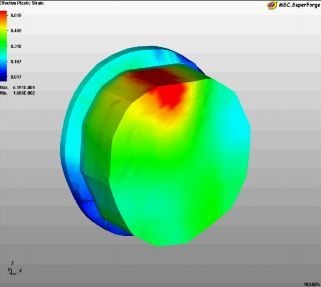
- При протяжке в комбинированных бойках интенсивность напряжения и деформаций имеет большое значение на участках, прилегающих к участку контакта инструмента и заготовки, в то время как в свободных от нагрузки поверхностных участках заготовки возникают минимальные по величину интенсивности напряжения и деформации (рис. 3 и 4);
- При ковке в комбинированных бойках в центральных зонах соприкосновение инструмента с заготовкой интенсивности напряжения и деформаций являются минимальной (рис. 3 и 4);
- С увеличением обжатия происходит расширение зон локализации интенсивности напряжения и деформации, при этом акцент локализации интенсивности деформации и напряжения переносится от участка соприкосновение заготовки с плоским бойком к участкам соприкосновения заготовки с вырезным бойком (рис. 3 и 4);
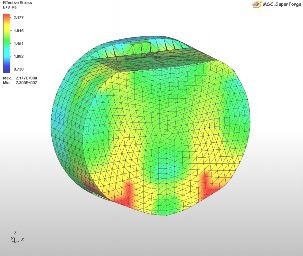
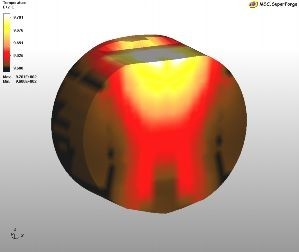
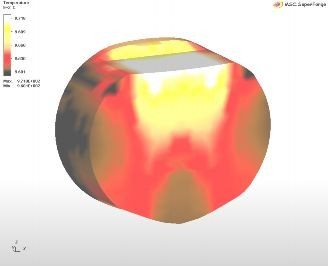
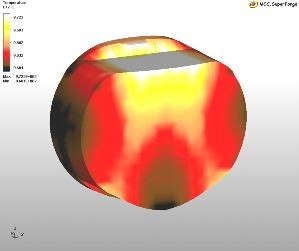
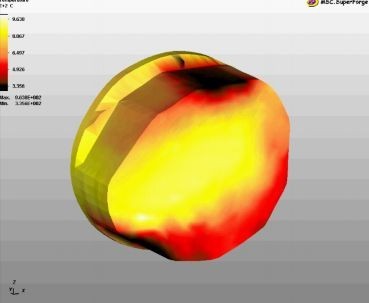
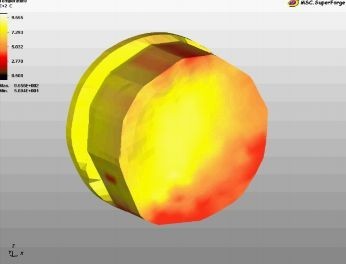
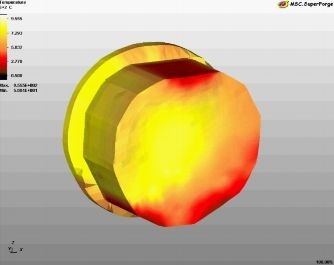
- В процессе протяжки в комбинированных бойках в зонах локализации деформации повышается температура, при этом зоны повышения температуры также расширяются (рис. 5);
 а) 40%
а) 40% 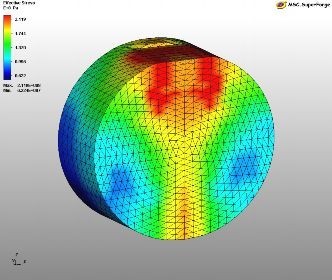 б) 80%
б) 80%
 а) 40% б) 80%
а) 40% б) 80%
Рис. 3. Картина распределения интенсивных напряжений в заготовке при ковке в комбинированных бойках, t=9600C
 а) 40%
а) 40% 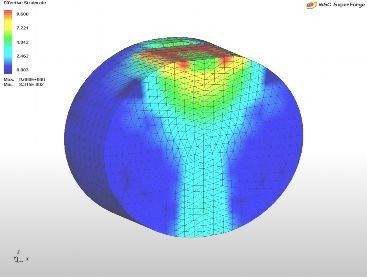 б) 80%
б) 80%
 а) 40%
а) 40%  б) 80%
б) 80%
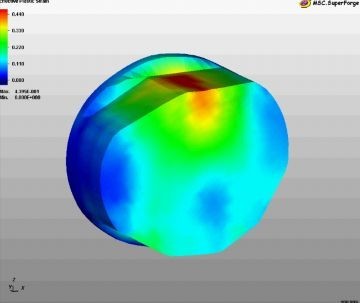
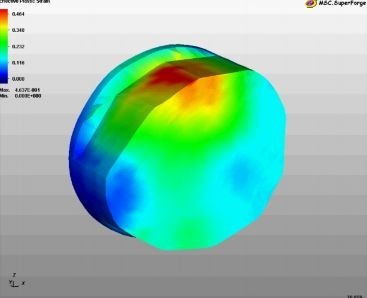
Рис. 4. Картина распределения интенсивности деформации в заготовке при ковке в комбинированных бойках, t=9600C
 а) 40%
а) 40%  б) 80%
б) 80%
 а) 40% б) 80%
а) 40% б) 80%
Рис. 5. Картина распределения температурного поля в заготовке при ковке в комбинированных бойках, t=9600C
 а) 40%
а) 40% 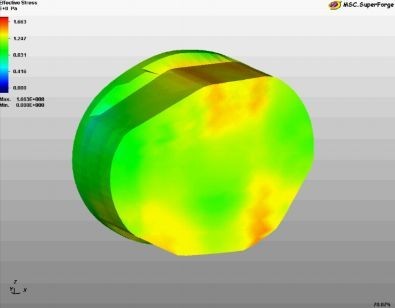 б) 80%
б) 80%
а) 40% 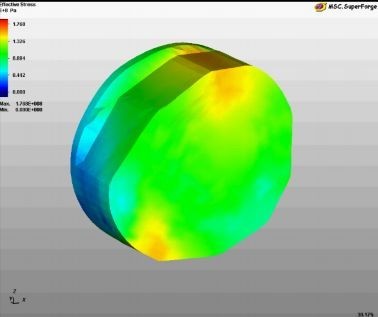 б) 80%
б) 80%
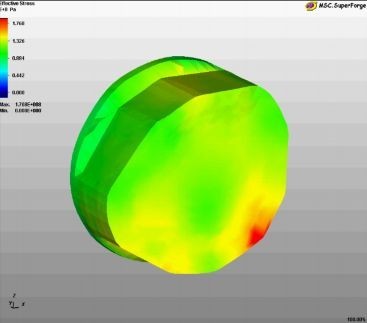
Рис.6. Картина распределения интенсивных напряжений в заготовке при ковке в комбинированных бойках с углом кантовки 30о (а и б) и 60о (в и г), t = 9600C
 а) 40%
а) 40%  б) 80%
б) 80%
 а) 40% б) 80%
а) 40% б) 80%
Рис.7. Картина распределения интенсивных напряжений в заготовке при ковке в комбинированных бойках с углом кантовки 90о (а и б) и 120о (в и г), t = 9600C
 а) 40%
а) 40% 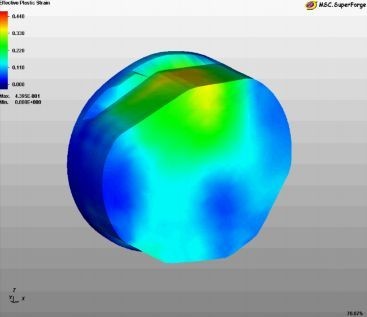
б) 80%
а) 40% б) 80%
Рис. 8. Картина распределения интенсивных деформации в заготовке при ковке в комбинированных бойках с углом кантовки 30о (а и б) и 60о (в и г), t = 9600C

а) 40%
б) 80%
а) 40% б) 80%
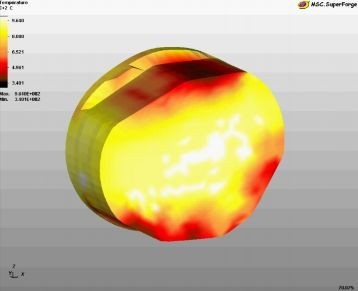
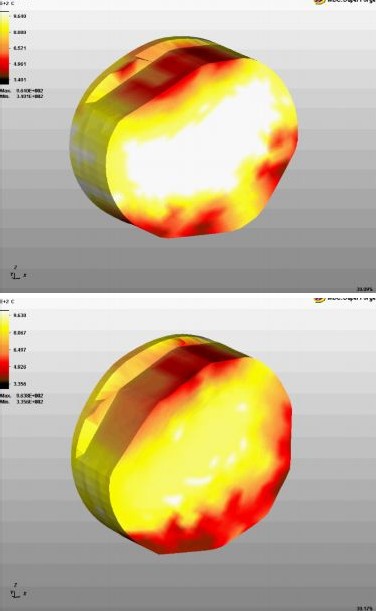
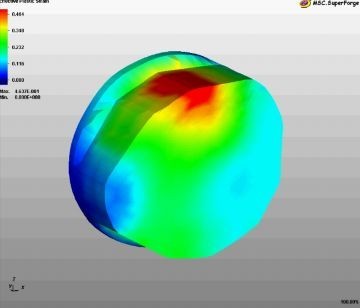
Рис. 9. Картина распределения интенсивных деформаций в заготовке при ковке в комбинированных бойках с углом кантовки 90о (а и б) и 120о (в и г), t = 9600C
а) 40% б) 80%
а) 40% б) 80%
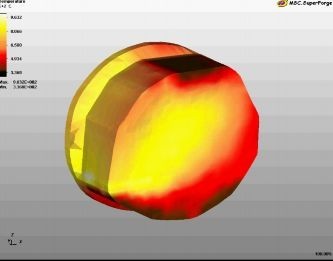
Рис. 10. Картина распределения температурного поля в заготовке при ковке в комбинированных бойках с углом кантовки 30о (а и б) и 60о (в и г), t = 9600C
 а) 40%
а) 40% 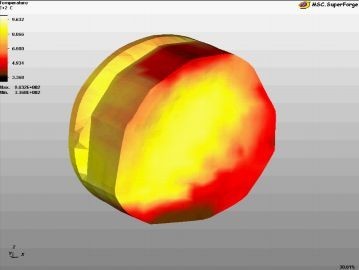 б) 80%
б) 80%
 а) 40% б) 80%
а) 40% б) 80%
Рис. 11. Картина распределения температурного поля в заготовке при ковке в комбинированных бойках с углом кантовки 90о (а и б) и 120о (в и г), t = 9600C
- При протяжке с кантовкой 30о, 60о, 90о, 120о интенсивность напряжения и деформации в основном сосредотачиваются на участках контакта металла с инструментом, но между участками контакта инструмента и заготовки возникают среднее по величине интенсивность напряжения и деформации (рис. 6– 9);
- Деформирование с кантовкой так же приводить к повышению температуры на участках сосредоточения интенсивности напряжения и деформации (рис. 10,11);
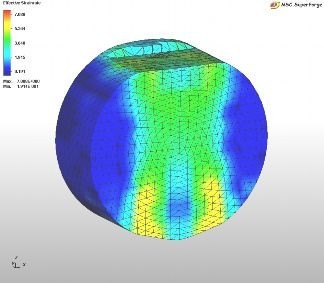
- При протяжке в комбинированных бойках степень деформации сдвига (накопленная деформация) имеет большое значение на участках, прилегающих к поверхности и центу заготовки, в то время как в центральной зоне заготовки – минимальную величину.
ЛИТЕРАТУРА
- Машеков С.А., Биякаева Н.Т., Нуртазаев А.Е. Технология ковки в инструменте с изменяющейся формой. - Павлодар: Издательство «Кереку», 2008. 485 с.
- Охрименко Я.М., Гринюк А.И., Тюрин В.А. Новые процессы ковки крупных поковок // Кузнечно- штамповочное производство, 1970, №4. С. 19-20.
- Цыгура Н.Г. Эффективность проковки осевой зоны слитка при протяжке в комбинированных бойках // В сб. «Совершенствование организации производства». - Крамоторск: НИИМаш, 1981. С. 175- 179.
КазНТУ им. К.И. Сатпаева Поступила 15.07.11