Применение систем оценки ТО по его фактическому состоянию позволяет повысить эффективность производства за счет снижения времени простоев оборудования в ремонте, снизить себестоимость продукции за счет снижения затрат на ремонты и послеаварийное восстановление оборудования [1].
Затраты на создание автоматизированной системы оперативной диагностики существенно снизятся, если она будет включена в структуру действующей АСУТП в качестве ее подситемы. В этом случае будет использоваться информационное обеспечение действующей АСУТП, что значительно снижает затраты на ее разработку и внедрение. При этом эффект от внедрения расширенной АСУТП значительно возрастет, так как помимо эффектов от оперативного и оптимального управления процессами будет достигаться и эффект от оперативной диагностики ТО. Кроме того, при этом возможно ожидать возникновения так называемого синергетического эффекта - когда эффекты от АСУТП и подсистемы оперативной диагностики гораздо выше их простой суммы. Это происходит в результате взаимовлияния управления процессами и диагностики ТО: с одной стороны оперативное и оптимальное ведение процесса благоприятно воздействует на ТО, а с другой - оперативная диагностика позволяет сохранять состояние ТО на должном уровне, тем самым улучшая его управляемость.
Общая методика создания системы оперативной диагностики
Одним из важных этапов разработки такой подсистемы являются работы по определению диагностических признаков, объем и информативность которых, должны учитывать особенности принятых на стадии проектирования и монтажа, опыт эксплуатации объектов- прототипов и особенности условий эксплуатации объектов диагностики [15].
Диагностический признак (ДП) - это признак объекта диагностирования, используемый в установленном порядке для определения состояния объекта. Для каждого типа системы определенного вида можно указать множество признаков, характеризующих ее состояние. Большинство ДП по своему назначению могут являться одновременно диагностическими и признаками функционального использования. Именно эти признаки чаще всего поддаются непосредственному измерению, и для них проще всего установить нормы и допуски, выход за пределы которых характеризует отказ или дефект в функционировании системы [1].
В общем случае для создания подсистемы оперативной диагностики необходимо решить следующие взаимосвязанные задачи. Разработать математическую модель функционирования объекта диагностирования, позволяющую проверить работоспособность и правильность функционирования по совокупности ДП. Создать математическую модель повреждений и отказов, дающую возможность обнаруживать повреждения и отказы, выявлять причины их возникновения. Построить алгоритмы диагностирования, что достигается выбором такой совокупности элементарных проверок, по результатам которых можно: в задачах обнаружения повреждений и отказов отличить исправное или работоспособное состояние либо состояние правильного функционирования от его неисправных состояний, а в задачах поиска повреждений и отказов различать неисправные и неработоспособные состояния между собой [2].
Одной из важнейших особенностей технической диагностики является распознавание неисправностей в условиях ограниченной информации, когда требуется руководствоваться определенными приемами и правилами для принятия обоснованного решения. В этих условиях наиболее перспективным подходом может быть использование в задачах распознавания современных интеллектуальных технологий (ИТ) [9-17]. В работе [4] нами была предложена методика применения интеллектуальных технологий при создании систем управления технологическими процессами, которая заключается в следующем.
Проведенные нами многочисленные исследования, а также анализ публикаций показал, что интеллектуальные технологии (ИТ) можно использовать при разработке непосредственно модели оптимального управления процессом, а не модели самого технологического процесса. То есть рассматриваемые технологии позволяют разрабатывать сразу же алгоритмы управления, в отличие от традиционной цепочки: разработка структуры модели процесса → проведение экспериментальных исследований на объекте → идентификация модели → формулирование оптимизационной задачи → подбор метода оптимизации → разработка алгоритма оптимального управления. Традиционный подход предполагает длительный (порой несколько лет), дорогостоящий и не всегда успешный путь создания системы оптимального управления.
Использование ИТ позволяет решать аналогичные задачи сразу же, и как показал опыт достаточно успешно. Дело в том, что методы искусственного интеллекта предполагают использование знаний, опыта и интуиции людей-экспертов, хорошо знакомых с предметной областью. То есть здесь используется так называемый эффект «готовых знаний». В отличие от этого разработка математической модели (основного компонента системы) является процессом создания «новых знаний», и поэтому требует достаточно длительного времени на проведение теоретических исследований, а также больших материальных и трудовых затрат для проведения экспериментальных исследований и идентификации модели.
К тому же опытные операторы-технологи за время длительной работы научились вести технологический процесс в оптимальных режимах при различных исходных ситуациях (и у них зачастую это получается). Передача «готовых знаний» от людей-экспертов в базу знаний интеллектуальной системы значительно упрощает создание интеллектуальных систем, а их эксплуатация позволяет исключить эффект «человеческого фактора» при управлении процессом (это такие свойства человеческого организма как: усталость, недостаточно быстрая реакция, недостоточная психологическая устойчивость, сонливость при монотонной работе, незначительный опыт работы молодых операторов и другие причины).
Считаем, что эту методику можно применять и при создании систем оперативной диагностики состояния технологического оборудования, так как при исследовании, разработке и реализации процессов диагноза технического состояния объектов необходимо решать те же задачи, которые возникают при исследовании, разработке и реализации процессов управления вообще [5]. Рассмотрим применение интеллектуальных технологий на примере формирования матрицы планирования ПФЭ для идентификации неисправностей ТО, обеспечивающих производство желтого фосфора в условиях Новоджамбульского фосфорного завода (НДФЗ).
Методика диагностирования технического состояния фосфорной печи
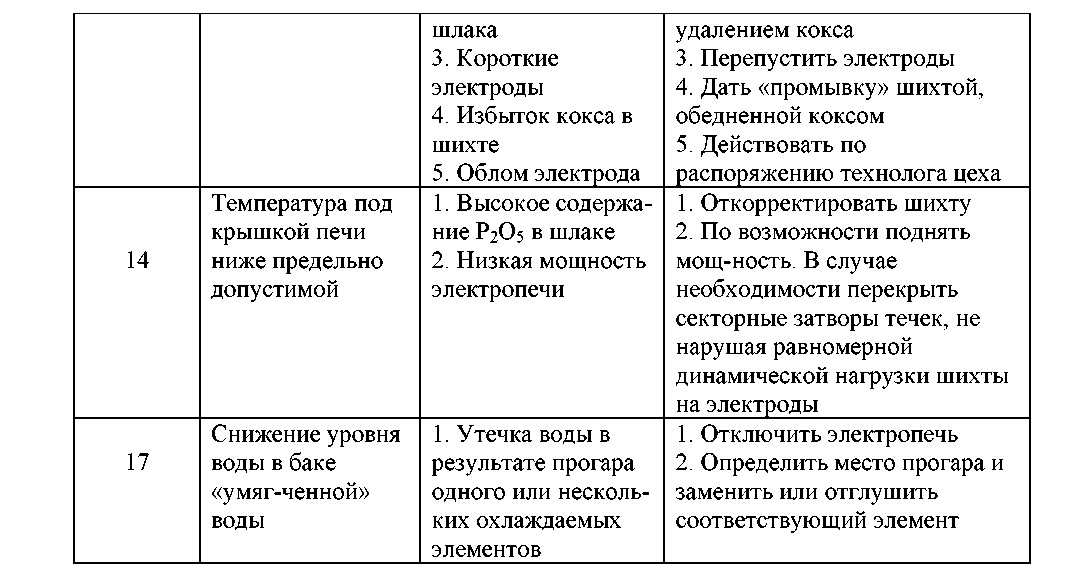
В технологических инструкциях НДФЗ по производству желтого фосфора рассмотрено достаточно много вариантов возможных неполадок в работе ТО и способы их ликвидации. Рассмотрим лишь некоторые из них (таблица 1).
Различают три состояния технической системы [6]:
- Работоспособное – это состояние, при котором система способна выполнять заданные функции с параметрами, значения которых установлены технической документацией.
- Работоспособное, но неисправное – это состояние технической системы, когда она хотя и может выполнять свои основные функции, но не отвечает всем требованиям технической документации.
- Отказ – это событие, заключается в нарушении работоспособности системы, т.е. состояние, когда она не может выполнять заданные функции.
В соответствии с этой классификацией неполадку №14, скорее всего, можно отнести ко второй группе состояний технических систем – «работоспособное, но неисправное». Неполадку №10 можно отнести к третьей группе – «отказ». Неполадка №13 ближе всего относится к группе отказов, но она имеет и некоторые признаки второй группы.
Таблица 1 - Возможные неполадки в работе и способы их ликвидации
|
Номер неполадки |
Вид или признак неполадки |
Возможные причины неполадок |
Действия персонала и способ устранения неполадки |
|
φ φ φ |
φ φ φ |
φ φ |
φ φ |
|
13 |
Увеличение темпе-ратуры под крыш-кой электропечи |
|
|
Наиболее опасными для ТО являются отказы, поэтому рассмотрим более подробно третью группу состояния технической системы. Отказ – это основное понятие теории надежности. Отказ происходит в результате действия на объект множества как объективных, так и субъективных факторов. Эти факторы довольно трудно полностью учесть [6].
Классификация отказов
- По причинам возникновения различают отказы:
- конструкционные, вызванные недостатками конструкции;
- технологические, вызванные несовершенством или нарушением технологии изготовления;
- эксплуатационные, вызванные неправильной эксплуатацией.
- По влиянию на работоспособность технической системы отказы делятся:
- на отказы элементов системы, вызывающие ее неисправность;
- на отказы элементов системы, вызывающие ее отказ.
- По связям с отказами других элементов:
- на зависимые отказы;
- на независимые отказы.
- По случайности возникновения:
- на случайные (внезапные);
- на постепенные (систематические).
Конечно, предложенная в [6] классификация (как и любая классификация), носит условный характер, так как иногда неисправность можно отнести сразу к нескольким ее видам. Например, неполадку №13 можно отнести одновременно к группе «отказы» и к группе «работоспособное, но неисправное», она может быть вызвана как
111
конструкционными, так и эксплуатационными причинами, а возникнуть она может, как случайно, так и постепенно.
Необходимо отметить также, что все перечисленные выше неполадки носят «уведомительный об аварийной ситуации» характер, т.е. констатируют уже возникшую аварийную ситуацию, но не позволяют спрогнозировать ее наступление. Качественные (не количественные) оценки признаков и причин неполадок не позволяют «просчитать» оценку близости конкретной ситуации к аварийной. Для расчета такой оценки (как отмечено во всех учебниках по технической диагностике, а также авторами [3]) необходимо: разработать математическую модель функционирования объекта диагностирования, создать математическую модель повреждений и отказов и построить алгоритмы диагностирования.
Однако такой подход предполагает длительный, дорогостоящий и не всегда успешный путь создания системы оперативной диагностики. Воспользуемся тем же приемом, что и при создании систем управления - т.е. вместо создания математических моделей объектов диагностирования и моделей отказов сразу же приступать к разработке алгоритма диагностирования с использованием современных интеллектуальных технологий. Использование ИТ позволяет решать аналогичные задачи сразу же, и как показал опыт (например, [4]), достаточно успешно. То есть в данном случае будет использоваться эффект «готовых знаний» полученных от людей-экспертов.
Основу предлагаемой методики разработки алгоритмов диагностирования составляют матрицы планирования ПФЭ вместо традиционных правил продукций. Рассмотрим методику формирования матрицы планирования ПФЭ на примере диагностирования неполадки №13.
Изменение температуры в печи вполне «штатная» ситуация, которая регулируется с помощью поднятия или заглубления электродов «тонкая регулировка» или переключением ступеней трансформатора «грубая регулировка» и объясняется неравномерностью химического и физического свойств загружаемой шихты. Однако, если температура превысит некоторый пороговый уровень и не удается ее снизить с помощью системы управления, то это говорит о возникновении аварийной ситуации по перечисленным пяти причинам. То есть можно сказать, что если изменение температуры в определенных пределах компенсируется с помощью управляющего воздействия, то техническое состояние печи считается нормальным и она находится в сфере действия системы управления (АСУТП). В тоже время, если даже температура еще не вышла за допустимые границы, но не «подчиняется» системе управления, которая дает команду на ее снижение, то это говорит о том, что ситуация близка к аварийной, и необходимо перейти в сферу влияния подсистемы диагностики.
В работе [7] нами была сделана попытка оценки качества вновь создаваемой технической системы с помощью оценки ее управляемости.
Здесь можно использовать этот же критерий для оценки действующей технической системы с точки зрения текущего состояния ТО. То есть в качестве диагностического признака (ДП) использовать показатель текущей управляемости технологического оборудования. Это возможно сделать при наличии АСУТП, позволяющей контролировать и оценивать входные, выходные переменные и управляющие воздействия на ТО.
- Методика оценки управляемости температурой в печи
Таким образом, определение степени управляемости ТО позволит на ранней стадии оценить возможность наступления аварийной ситуации. В соответствии с определением Калмана [8] под управляемостью (ликвидацией начального рассогласования) понимают свойство системы иметь управляющие воздействия, которые позволяют перевести ее из заданного начального состояния в требуемое за конечный отрезок времени. В [7] дан глубокий анализ многочисленных методов определения управляемости ТО, однако все они достаточно сложны и требуют знания статических и динамических характеристик объекта управления, что не всегда возможно. Мы в [7] привели методику оценки степени управляемости ТО с использованием знаний, опыта и интуиции операторов-технологов с помощью современных интеллектуальных технологий.
Для определения степени текущей управляемости ТО предлагается использовать следующие критерии: статическая оценка каналов управления, оценка инерционности ТО, оценка помехоустойчивости ТО и оценка измеряемости ТО. Так как критерии помехоустойчивости и измеряемости ТО слабо изменяются во времени, то их можно не учитывать в оценке общей управляемости ТО.
В качестве примера рассмотрим методику оценки степени управляемости ТО для неполадки №13.
При этом под статической оценкой возьмем следующие переменные:
- температура под крышкой электропечи (X1);
- величина заглубления электродов (X2);
- факт переключения ступеней трансформатора с момента начала повышения температуры (X3).
В качестве динамических оценок примем следующие показатели:
- скорость повышения температуры (X4);
- инерционность объекта (X5) по каналу «глубина погружения электрода – температура в печи», это время реакции ТО (температура в печи) на управляющее воздействие (глубины погружения электрода).
Выходной переменной будем считать общую оценку управляемости (Y).
Все эти переменные (кроме факта переключения ступеней трансформатора) можно нормализовать, что позволит оценить изменение их значений от минимального до максимального в диапазоне [0 - 1].Переменная X3 может принимать лишь два значения: 1 (переключение ступеней было) и 0 (переключения не было).
Необходимо также учесть, что практически все критерии и статические и динамические оценки каналов управления будут изменяться в зависимости от мощности печи. Поэтому необходимо формировать матрицу планирования ПФЭ для каждого значения мощности Wi отдельно.
Теперь можно приступить к самому главному – составлению правил продукции или формирование базы знаний опытных операторов- технологов или ИТР цеха производства желтого фосфора НДФЗ. Например, правила могут иметь следующий вид:
Правило 1: «ЕСЛИ ТЕМПЕРАТУРА МИНИМАЛЬНА» И «ЗАГЛУБЛЕНИЕ МИНИМАЛЬНО» И «ПЕРЕКЛЮЧЕНИЯ НЕ БЫЛО» И «СКОРОСТЬ ПОВЫШЕНИЯ ТЕМПЕРАТУРЫ МИНИМАЛЬНА» И «ИНЕРЦИОННОСТЬ ОБЪЕКТА НИЗКАЯ» ТО «УПРАВЛЯЕМОСТЬ ВЫСОКАЯ»;
Правило 2: «ЕСЛИ ТЕМПЕРАТУРА МАКСИМАЛЬНАЯ» И «ЗАГЛУБЛЕНИЕ МАКСИМАЛЬНО» И «ПЕРЕКЛЮЧЕНИЯ БЫЛО» И «СКОРОСТЬ ПОВЫШЕНИЯ ТЕМПЕРАТУРЫ МАКСИМАЛЬНА» И «ИНЕРЦИОННОСТЬ ОБЪЕКТА ВЫСОКАЯ» ТО «УПРАВЛЯЕМОСТЬ НИЗКАЯ»;
Правило 3: «ЕСЛИ ТЕМПЕРАТУРА СРЕДНЯЯ» И «ЗАГЛУБЛЕНИЕ СРЕДНЕЕ» И «ПЕРЕКЛЮЧЕНИЯ НЕ БЫЛО» И «СКОРОСТЬ ПОВЫШЕНИЯ ТЕМПЕРАТУРЫ СРЕДНЯЯ» И «ИНЕРЦИОННОСТЬ ОБЪЕКТА СРЕДНЯЯ» ТО «УПРАВЛЯЕМОСТЬ СРЕДНЯЯ»;
и т.д.
Гораздо удобнее эти правила продукции формировать в виде матрицы планирования ПФЭ [4], проведя с экспертами так называемые «мысленные эксперименты», тогда матрица планирования для этих трех правил будет иметь вид (таблицу 2).
Для обеспечения проведения полного факторного эксперимента при трехуровневой оценке переменных: 0, 0.5 и 1.0 количество экспериментальных точек будет равно: N=35=153. Но желательно применять пятиуровневую оценку: 0.0, 0.25, 0.5, 0.75 и 1.0, тогда количество точек будет равно N=55=26 25. Однако такое большое количество экспериментов трудно реализовать, в этом случае можно осуществить дробный факторный эксперимент (ДФЭ) с меньшим количеством экспериментальных точек [4]. При этом необходимо помнить, что точность интеллектуальных моделей для систем управления должна быть гораздо выше, чем для подсистемы диагностики. Поэтому количество точек при ДФЭ для системы диагностики может быть значительно меньше, чем требуется для управления печью. Но в любом случае, чем больше будет проведено «мысленных экспериментов», тем точнее интеллектуальная модель алгоритма диагностирования.
Таблица 2 - Матрица планирования ПФЭ для оценки степени управляемости для мощности Wi
|
№ эксперимента |
X1 |
X2 |
X3 |
X4 |
X5 |
Y |
|
1 ¯ |
0 |
0 |
0 |
0 |
0 |
1 |
|
2 |
1 |
1 |
1 |
1 |
1 |
0 |
|
3 |
0,5 |
0,5 |
0 |
0,5 |
0,5 |
0,5 |
Матрицу планирования ПФЭ можно использовать для синтеза одной из трех видов интеллектуальных моделей: нечеткой, нейросетевой или нейро-нечеткой [9-17]. Далее проводятся исследования полученных интеллектуальных моделей на чувствительность, устойчивость, однозначность и адекватность. Лучшую из этих трех моделей можно использовать при создании подсистемы оператиной диагностики.
Далее можно принять, например, следующую градацию оценки степени близости текущего состояния ТО к аварийной ситуации (для неполадки №13) в зависимости от оценки степени управляемости:
а) если значение Y лежит в пределах от 0 до 0,25 - аварийная ситуация возникла;
б) если значение Y лежит в пределах от 0,26 до 0,5 - это предаварийная ситуация;
в) если значение Y лежит в пределах от 0,51 до 0,75 - аварийная ситуация возможна;
г) если значение Y лежит в пределах от 0,76 до 1,0 - печь находится в нормальном состоянии.
В зависимости от величины оценки степени управляемости печи подсистема оперативной диагностики может принять одно из следующих решений:
- в случае (г) - ничего не предпринимать;
- в случае (в) - проанализировать возможные причины снижения управляемости: зависание шихты в загрузочных течках; передержка шлака; короткие электроды; избыток кокса в шихте; облом электрода;
- в случае (б) - в зависимости от результатов анализа произвести одно из следующих действий: выявить течку с зависшей шихтой и «пробить» ее согласно инструкции; слить шлак с максимальным удалением кокса; перепустить электроды или дать «промывку» шихтой, обедненной коксом;
- в случае (а) - действовать по распоряжению технолога цеха.
Аналогично можно сформировать матрицу планирования ПФЭ и для оценки степени управляемости печи при неполадке №6. Неполадку №17 по классификации [9] можно отнести к группе случайных (внезапных), причины возникновения которых невозможно заранее спрогнозировать. Неполадки такого класса фиксируются соответствующими датчиками, ареакция на них оговаривается в технологических инструкциях и может быть продублирована на экране монитора с помощью подсистемы оперативной диагностики.
Таким образом, предложенная методика оценки степени управляемости ТО позволяет уже на ранней стадии прогнозировать возникновение аварийных ситуаций в электротермической печи и предотвращать их.
Заключение
На основании проведенного анализа литературных источников и предыдущих работ авторов можно сделать следующие выводы:
- . Применение систем оценки ТО по его фактическому состоянию позволяет повысить эффективность производства;
- . Затраты на создание автоматизированной подсистемы оперативной диагностики существенно снизятся, если она будет включена в структуру действующей АСУТП;
- . Эффект от совместного внедрения АСУТП и подсистемы оперативной диагностики значительно возрастет, так как при этом возможно ожидать возникновения так называемого синергетического эффекта - когда эффекты от АСУТП и подсистемы оперативной диагностики гораздо выше, чем их простая сумма;
- . Функции диагностики позволяют подсистеме на ранней стадии зафиксировать начало деструктивных процессов в ТО;
- . Одной из важнейших особенностей технической диагностики является распознавание неисправностей в условиях ограниченной информации, в этих условиях наиболее перспективным подходом может быть использование в задачах распознавания современных интеллектуальных технологий;
- . В качестве диагностического признака (ДП) использовать показатель текущей управляемости технологического оборудования;
- . Для определения степени текущей управляемости ТО предлагается использовать следующие критерии: статическая оценка каналов управления, оценка инерционности ТО, оценка помехоустойчивости ТО и оценка измеряемости ТО;
- . Оценка степени управляемости ТО можно производить с помощью составлению правил продукции или формирование базы знаний опытных операторов-технологов или ИТР цеха производства желтого фосфора и агломерационного цеха НДФЗ.
ЛИТЕРАТУРА
- М.В. Ионов, М.Н. Краснянский. Автоматизированные системы технической диагностики химико-технологического оборудования // Вопросы современной науки и практики. - 2012. - №2. С. 66-73.
- А.Р. Титов, Д.Н. Коркушев, А.В. Широков. Разработка и внедрение интеллектуальной системы диагностики мощных силовых трансформаторов. – Казань: Сетевая компания. – 2006, -С. 138.
- А.В. Андрейченков. Интеллектуальные информационные системы. – Москва: Финансы и статистика. - 2006. –С. 424.
- Б.А. Сулейменов, Г.М. Мутанов, А.Б. Сулейменов. Интеллектуальные системы управления: теория, методы, средства. – Алматы: Казак университета - 2012. – С. 223.
- П.П. Пархоменко. Основы технической диагностики. Кн. I. Модели объектов, методы и алгоритмы диагностики. – Москва: Энергия. - 1976. – С.464.
- А.Н. Тихонов. Основы теории надежности и диагностики. – Барнаул: АлтГТУ. - 2008, - С.226.
- Б.А. Сулейменов, Г.М. Мутанов. Управление технологическими процессами в цветной металлургии. – Алматы: Гылым. – 1997. – С.279.
- Kalman R.T. Topicsin Mathematical System Theory. Mc Graw-Hill. - New York. - 1969. –Р. 375.
- Zadeh, L.A. “Is there a need for fuzzy logic?”,// NAFIPS 2008 – 2008 Annual Meeting of the North American Fuzzy Information Processing Society- 2008.
- D. Ramot , M. Friedman, G. Langholz, A. Kandel, “Complex fuzzy logic”// IEEE Transactions on Fuzzy Systems,-№ 11-2003.
- F. Bobillo, U. Straccia. FuzzyDL: An expressive fuzzy description logic reasoned. // 2008 IEEE International Conference on Fuzzy Systems (IEEE World Congress on Computational Intelligence)-2008.
- S. Russell, P. Norvig. Artificial Intelligence: A Modern Approach, 3rd edition. // Prentice Hall. – 2009.
- A. Mayrhauser, R. France, M. Scheetz, E. Dahlman, Generating test-cases from an object-oriented model with an artifical-intelligence planning system.// IEEE Transactions on Reliability.№49-2000.
- C. Lim, L. Jain. Advances in Swarm Intelligence. // INNOVATIONS IN SWARM INTELLIGENCE. №248., 2009. - 1-7.
- C. Ramos, J. Augusto, D. Shapiro. Ambient Intelligence—the Next Step for Artificial Intelligence.// IEEE Intelligent Systems. №23. 2008. 15-18.
- S. Kalogirou. Artificial intelligence for the modeling and control of combustion processes: a review. -2003. 515-566.
- Li Y., Ang K.H., Chong G.C.Y. Patens, software and hardware for PID control: an overview and analysis of the current art // IEEE Control System Magazine. -2006.-V.26-№1.-P.42-54.