Показаны особенности технических требований к производству стоматологических гипсов. В статье приведены общие положения, технологические параметры и контроль производства стоматологических гипсов, а также технические требования к стоматологическим гипсам.
Подготовка гипсового камня для производства полуводного медицинского и в том числе стоматологического гипса, включает:
- доставку гипсового камня;
- создание запаса гипсового камня;
- дробление гипсового камня.
Исходным сырьем для производства стоматологических гипсов служит двуводный гипс Богоналинского и Шертского месторождений.
Допускается использование других месторождений двуводного гипса для производства стоматологических гипсов при условии, если эти месторождения двуводного гипса отвечают требованиям соответствующих стандартов [1-3,8,9].
Двуводный гипс для изготовления стоматологических гипсов, требуемого по проекту качества, должен иметь соответствующий, химико-минералогический состав и быть однородным по физическим свойствам и минералогии для того, чтобы процессы обжига и варки двуводного гипса происходили без технологических нарушений и с минимальными затратами.
Способ подготовки двуводного гипсового камня с нормированными отклонениями от заданных значений химического состава тщательно разрабатывается, начиная с процесса добавки и кончая его хранением и дроблением.
Пригодность исходного двуводного гипсового камня для приготовления стоматологических гипсов предварительно должна устанавливаться в специализированных лабораториях и лаборатории предприятия.
Оксидный состав породы гипсового камня должен быть в пределах, % [8,9]:
SiO2 - 1,77 ± 1,5; Al2O3 - 1,02 ± 0,5; Fe2O3 - 0,13 ± 0,8; CaO - 38,9 ± 5,3;
MgO - 0,7 ± 0,5; K2O - 0,4 ± 0,2; Na2O - 4,61 ± 0,1; SO3 - 55,3 ± 3,3;
H2O - 3,3 ± 0,5. Примесные элементы в исходном гипсовом камне должны быть, %: Sr -0,6; CO< 0,0001; Zn< 0,001; Y< 0,001; Cu -0,0003; Sn< 0,0001; Mo - 0,0001; Ba< 0,03; Ni< 0,001; Mn< 0,005; V< 0,001; Ti< 0,01; Pb - 0,0001; Cr< 0,0005; Ag - 0,000008; Li < 0,002; Nb< 0,0006; Be< 0,00015; P< 0,03.
Содержание двуводного гипса в исходном сырье должно колебаться в пределах 92-98 % по массе. Допускается применение других видов природного гипсового камня с другим составом при условии, если они отвечают требованиям стоматологического гипса.
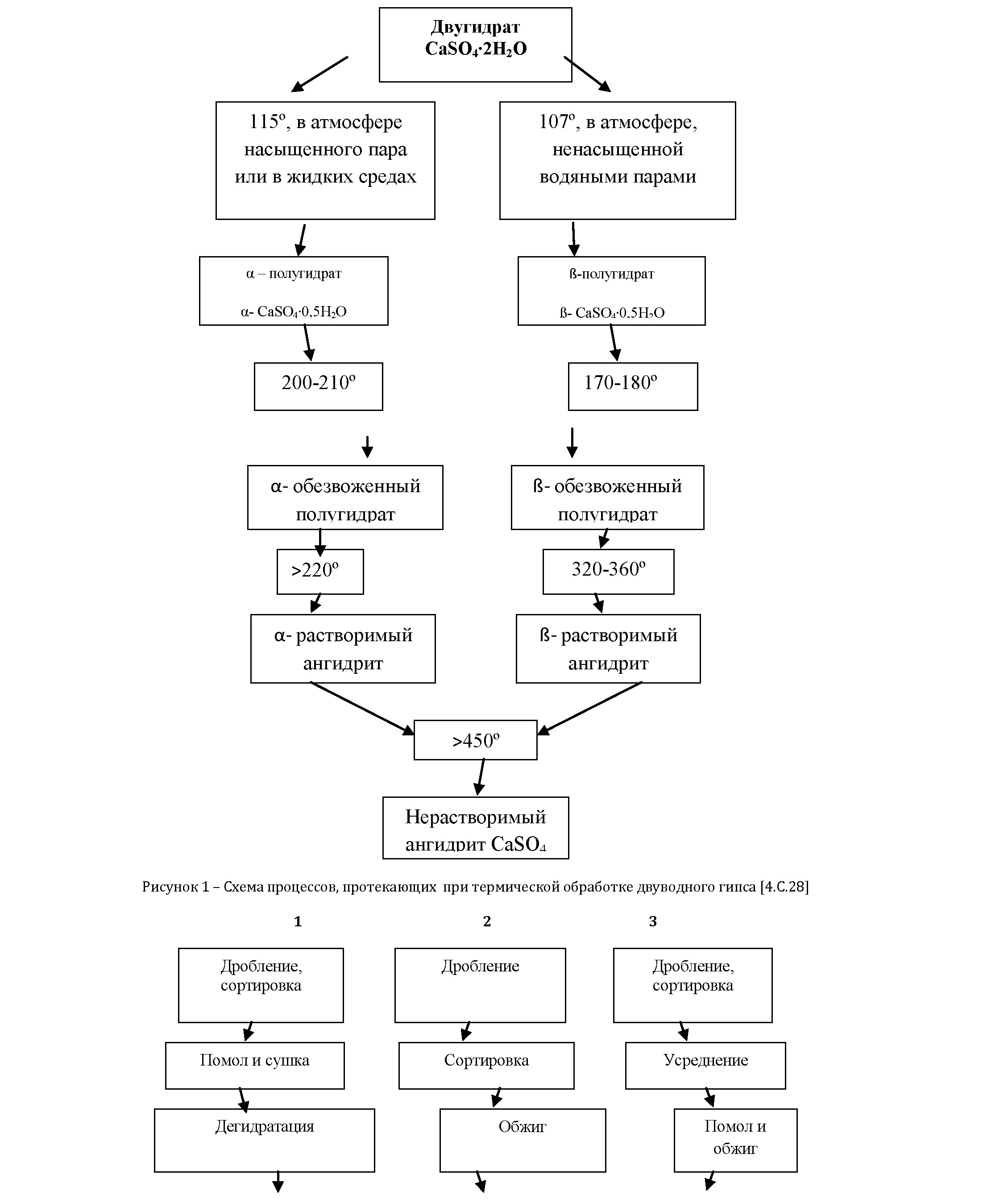
Важное значение имеет процесс обжига или варки двуводного гипса при получении соответственно α и ß - полугидрата. a-полугидрат из двуводного гипса получают путем обжига последнего в автоклаве при температуре около 115ºС (теоретически, рисунок 1). На практике температура обжига устанавливается опытным путем. ß-полугидрат из двуводного гипса получают путем варки последнего в варочном котле при температуре 107ºС (теоретически, рисунок 1). На практике температура варки устанавливается опытным путем.
При необходимости в автоклаве может быть получен ß- полугидрат путем снижения температуры обжига до 107ºС. Существуют три варианта технологии получения стоматологического гипса, их выбор зависит от вида оборудования, двуводного гипса, эффективности работы и т.д. Режим обжига подбирается опытным путем, в зависимости от принятого варианта обжига, оборудования и вида исходного двуводного гипса (рисунок 2).
Физико-механические свойства стоматологического гипса должны отвечать требованиям государственного стандарта и стандарта предприятия. Тонина помола (удельная поверхность) стомато- логического гипса должна быть такой, чтобы максимальный остаток на сите №02 был не более 1 %. Водогипсовое отношение должно быть таким, чтобы текучесть материала при времени заливки 1,25 мин составляла не менее 70 мм. Время схватывания и затвердения гипсового теста типа 1 должно быть в пределах 2,5-5,0 мин., а для остальных типов гипса:
- начало - не ранее 3 мин;
- конец - не более 30 мин.
Линейное расширение при затвердевании гипсового теста через 2 ч должно соответствова ть величинам, указанным в Таблице 1.
|
Тип гипса |
Линейное расширение при затвердении через 2 ч, % |
Предел прочности при сжатии через 2 ч, МПа |
|
|
минимум |
максимум |
||
|
1 |
0,15 |
4,0 |
8,0 |
|
2 |
0,3 |
9,0 |
- |
|
3 |
0,2 |
20,0 |
- |
|
4 |
0,25 |
35,0 |
- |
|
5 |
0,3 |
35,0 |
- |
Таблица 1 - Физико-механические свойства стоматологического гипса
Предел прочности при сжатии должен соответствовать величинам, указанным в табл.1. Разлом затвердевшего в руках в течение 2 мин гипсового камня размером 25 х 12 х 3 мм, должен быть таким, чтобы он происходил примерно посередине, т.е. 12 х 12 х 3 м. Согласно ГОСТ 15150 и ГОСТ 15.013-86 (изделия группы 5), при транспортировании и хранении стоматологических гипсов в упаковке предприятия-изготовителя должны обладать устойчивостью к воздействию климатических факторов. Согласно ГОСТ 31568 (изделия группы 2), стоматологические гипсы в упаковке предприятия- изготовителя должны быть устойчивыми к воздействию механических факторов. Согласно ГОСТ 31568, тара должна обеспечивать сохранность стоматологических гипсов без нарушения их физико-химических и физико-механических свойств.
Одной из важнейших операций является контроль производства стоматологического гипса.
На основании данных технологического контроля: -осуществляется управление технологическими процессами на всех переделах производства;
- - обеспечивается получение продукта заданного качества;
- -оптимизируются технико-экономические показатели работы технологической линии.
Основными задачами технического контроля являются: -определение качества исходного двуводного гипса, регулятора схватывания и корректирующего вкус и цвет;
- -контроль параметров технологического процесса по всем производственным переделам;
- -контроль качества, паспортизация и сертификация готовой продукции;
- -анализ и обобщение результатов контроля по всем переделам с целью управления технологическими процессами и совершенствование самого технологического контроля.
Для решения этих задач, система контроля производства включает четыре подсистемы:
- -технологического контроля по предприятию; -оперативного технологического контроля всех переделов производства стоматологических гипсов;
- -параметрического контроля;
- -технического контроля.
Подсистема технологического контроля по предприятию должна обеспечивать определение состава и свойств исходного двуводного гипса, регулятора схватывания, корректирующего вкус и цвет готовой продукции в объеме, достаточном для рег улирования и управления в масштабах предприятия.
Технологический контроль, как правило, представляет собой усредненную информацию за смену, сутки, декаду, месяц и т.д. На основании данных технологического контроля устанавливаются текущие задания всем звеньям управления технологическими процессами и совершенствуется все производство в целом (табл.2).
В задачи этой подсистемы входит также градировка и проверка погрешностей технических устройств подсистемы опретивного контроля.
Подсистема опретивного технологического контроля должна обеспечивать определение состава и свойств материалов на входах и выходах из конкретных агрегатов или технологически х участков производства и контроль соответствия получаемых параметров заданиям систем управления.
Оперативный контроль представляет собой либо разовое опробование через интервалы в один-два часа при устойчивой работе оборудования или непрерывный пробоотбор с использованием автоматических пробоотборников и анализаторов. Объем определений этой подсистемы на каждом участке должен быть минимально необходимым для осуществления стабилизации технологического процесса в пределах заданных нормативов.
Подсистема параметрического контроля должна обеспечивать оценку состояния оборудования и режимов его работы. Объем параметрического контроля должен быть достаточным для поддержания эксплуатационных режимов работы оборудования, предотвращения аварий, учета результатов работы производства.
Технический контроль производства стоматологических гипсов включает дискретное или непрерывное опробование материалов, находящихся в неподвижном состоянии в транспорте (автомобильном и железнодорожном), в складах и т.д., либо в движении на транспортной ленте и элеваторах. Масса пробы должна сохранять исследуемые качества материала. Минимальная масса пробы определяется размером кусков опробываемого материала и его неоднородностью. Чем больше неоднородность материала и

крупнее его куски, тем больше должна быть масса отбираемой пробы.
Минимальная проба подвергается разделке, которая может включать следующие операции: смешивание пробы, дробление пробы, сокращение пробы. Эти операции выполняются в дробилках, мельницах, истирателях, смесителях, делителях и сократителях проб.
Опробование неподвижных материалов сопряжено с рядом трудностей, обусловленных невозможностью равномерного отбора материала во всех точках.
Таблица 3 - Схема технологического контроля производства стоматологических гипсов
|
№ п/п |
Техноло ги- ческий парамет р |
Опробуемый параметр |
Метод отбора проб |
Тип отбора |
Периодич -ность отбора средней пробы |
Выполняемые определения |
Методы контроля |
|
1 |
Карьер |
Природный гипсовый камень- CaSO4∙ 2H2O |
Крупка из карьера |
Ручной |
По мере отработки полезного ископаемо го |
Влажность. Содержание гидратной воды и двуводного гипса в гипсовом камне. Содержание примесных компонентов, в том числе SiO2, Al2O3, Fe2O3, MgO |
Весовой. Рентгенос пек- тральный, химически й |
|
2 |
Склад |
По мере поступлен ия новой партии |
|||||
|
3 |
Автоклав (варочны й котел) |
Полугидрат |
Крупка из автоклава (варочного котла) |
По мере окончани я обжига (варки) |
|||
|
4 |
Мельниц а |
Тонкомолот ый, высушенный, полуводный гипс |
На выходе из мельницы |
Пробо- отборник сыпучих материалов |
Один раз из каждой партии |
Тонкость помола. Содержание полуводного гипса, регулятора схватывания, корректирующего вкус и цвет |
Весовой. Рентгенос пек- тральный, химически й |
|
5 |
Расфасов очная установк а |
Готовая продукция |
Перед входом в расфосовочн ую установку |
Пробоотборник сыпучих материал ов |
Один раз из каждой партии |
Физикомеханические свойства |
ГОСТ 31568 |
В неподвижной массе материала в накопительных складах, железнодорожных вагонах и автомобильном транспорте, отбор проб производится вручную.
Наиболее достоверные результаты при опробовании неподвижного материала получают при проведении эксплуатационной разведки сырьевых материалов. Методика эксплуатационной геологической разведки включает проходку скважин в крест простирания пород по сети с шагом 25 или 50 м в зависимости от характера залегания пород и неоднородности их состава. Проходка скважин ведется при помощи бурильных станков. В полученных кернах материала выделяются литологические разновидности пород. Материал кернов усредняется по литологическим признакам, измельчается и подвергается сокращению. Подготовленные пробы анализируются на содержание основных оксидов или же подвергаются более полному химическому анализу.
Результаты определения химического и дисперсного составов принимают за основу при планировании качества добываемого сырья и объема горных пород по кварталам в течение одного года. Оперативная оценка качества сырья в добычном забое твердых пород включает опробование крупки материала из взрывных скважин. От крупки, получаемой в процессе бурения, отбирается средняя проба. Проба перемешивается, квартуется (сокращается). В пробах определяется титр или содержание основных оксидов. На основании этих данных составляются ежемесячные или декадные планы подачи сырья на производство, согласованные с ассортиментом выпускаемой продукции. В период производства стоматологических гипсов самого высокого качества предприятие должно снабжаться наиболее однородным сырьем с минимальным содержанием примесей.
Отбор точечных проб взорванной массы в большинстве случаев не позволяет характеризовать качество сырья в развале с достаточной надежностью. Более представительные пробы на карьере могут быть отобраны от разновидностей полезных ископаемых вручную с помощью геологического молотка.
Для повышения достоверности отбор проб двуводного гипса выполняется от движущегося потока методом сечений: некоторую часть потока опробываемого материала непрерывно или периодически отводят в пробу. Эти операции могут производиться методом продольного или поперечного сечения потока. При отборе проб методом поперечных сечений, отсекание контролируемого материала осуществляется дискретно в течение короткого промежутка времени. Пробоотборные устройства содержат, как правило, ковш, пересекающий поток и отбирающий все частицы, находящиеся в данный момент времени в потоке. Метод перечных сечений обеспечивает наибольшую представительность разовых проб.
При опробовании технологических потоков, гомогенных в поперечном сечении, допустим дискретный отбор проб небольшой части поперечного сечения потока.
Точка отбора проб из напорных магистралей должна выбираться на вертикальных гладких участках трассы на расстоянии не менее десяти диаметров от колен, задвижек и т.д. по ходу движения пылегазового потока.
Предпочтение следует отдавать потокам, в которых материал имел возможность перемешиваться на участках транспортирования предшествующих точке отбора.
Выбор типа пробоотборного устройства осуществляется в зависимости от способа производства, химического, гранулометрического состава материала в соответствии с номенклатурой приборов и средств автоматизации.
Подсистемы общезаводского технологического, оперативного и технического контроля включают автоматизированный или ручной пробоотбор, пробоподготовку и анализ химического, минералогического, дисперсного составов, физико-химических и физических свойств материалов. Определение химического состава исходного двуводного гипса, стоматологических гипсов, регуляторов схватывания, корректирующего вкус и цвет, выполняется с помощью экспрессных инструментальных средств и методом фотометрического, рентгеноспектрального анализов, также широко применяются ускоренные объемно-весовые методы химического анализа. Дисперсный состав определяется весовыми методами, физико-химические свойства контролируются при помощи методов петрографического и рентгенографического анализов. Физико-механические свойства стоматологических гипсов определяются в соответствии с требованиями государственных стандартов. Методические указания, необходимые для выполнения анализов материалов, изложены в отраслевых инструкциях. Оптимальные средние значения основных показателей работы оборудования и переделов производства подбираются на основании результатов научноисследовательских работ и производственных технологических и теплотехнических испытаний для каждого предприятия индивидуально в соответствии с составом и свойствами сырьевых материалов, системой их переработки, типом автоклава и варочного котла. В правилах технической эксплуатации предприятия нормируются только отклонения от заданных средних рациональных значений параметров двуводного гипса, стоматологических гипсов, регулятора схватывания, корректирующего вкус и цвет, а также температуру давления, разряжения и т.д. оборудования.
Так, например, основными показателями работы и технологическими нормативами для автоклава и варочного котла являются:
- производительность, т/ч;
- удельный расход тепла, кДж/кг гипса (ккал/кг);
- удельный расход электроэнергии, кВтч гипса;
- влажность поступающей в автоклав или варочный котел сырьевой смеси двуводного гипса с отклонениями не более ±0,5 %;
- степень перехода двуводного гипса в требуемый полугидрат;
- качественное и количественное содержание CaSO4∙0,5H2O в стоматологических гипсах.
На предприятии функции технологического контроля производства и обслуживания соответствующих технических средств распределяются, в целом, между обслуживающим персоналом основного производства, центральной заводской лабораторией (ЦЗЛ) и отделом технического контроля (ОТК). Эксплуатация технических средств системы контроля производства должна возлагаться на службу КИП, а на предприятии, где внедрены системы автоматического управления, на службу АСУ. Контроль за единством мер измерений должна осуществлять метрологическая служба предприятия.
Технические и другие требования к производству стоматологических и других медицинских гипсов априори исходят из того, что:
- технологическая линия по выпуску стоматологических гипсов построена и сдана в эксплуатацию в соответствии с требованиями, утвержденными соответствующими органами и организациями с выполнением требований соответствующих нормативных документов;
- технологический цикл, включающий процессы доставки, хранения и дробления исходного двуводного гипса, получение полуводного гипса путем обжига или варки с последующими сушкой и помолом, хранением и реализацией его выполнения, в соответствии с требованиями, утвержденными проектно-сметной документацией;
- снабжение технологической линии по выпуску стоматологических гипсов всем необходимым для ее жизнедеятельности с целью нормального функционирования, обеспечивается синхронно и бесперебойно;
- кадровый состав представлен инженерным и рабочим персоналом соответствующей классификации.
Предприятию необходимо иметь технические документы с расчетом материального баланса технологической линии, являющегося основой для выбора технологического оборудования и ее технико-экономической оценки.
В материальном балансе необходимо указывать потребность технологической линии в сырье, электроэнергии и вспомогательных материалах, необходимых для ее нормальной работы.
В материальном балансе должно указываться количество
- исходного сырья;
- получаемой продукции.
В материальном балансе должны быть приведены следующие данные:
- технические характеристики основного оборудования (дробильные, обжиговые, помольные, сушильные, фасовочные и другие агрегаты), установок и приборов технологических линий по производству стоматологических гипсов;
- естественная влажность исходного сырья и продукции;
- удельный расход исходного сырья;
- удельный расход электроэнергии, топлива, воды и др.; -основные физико-механические и физико-химические характе-ристики исходного сырья и продукции.
Производственные потери при расчете материального баланса включают:
- 0,3 % - потеря исходного сырья;
- 0,4 % - потеря продукции.
Эти производственные потери должны учитываться при учете материального баланса.
Таким образом, при соблюдении особенностей технологических и технических требований к производству из гипсового сырья Казахстана можно получить стоматологические гипсы, с соответствующими физикомеханическими свойствами.
СПИСОК ЛИТЕРАТУРЫ
- ГОСТ 31568-2012 - Гипсы стоматологические. Общие технические условия
- ГОСТ Р 51887-2002 - Гипсы стоматологические. Общие технические условия
- СТ 1509-1910-02-РГП-2013 - Гипсы стоматологические из природного сырья Казахстана
- Технология вяжущих веществ/ Бутт Ю. М., Окороков С. Д., Сычев М. М., Тимашев В. В. - М.: Высшая школа, 1965 - 619 с.
- Бутт Ю. М., Сычев М. М., Тимашев В. В. Химическая технология вяжущих материалов - М.: Высшая школа, 1980 - 619 с.
- ГОСТ 15150-69 - Машины, приборы и другие технические изделия
- ГОСТ 15.013-86 - Система разработки и постановки продукции на производство. Медицинские изделия
- ГОСТ 4013-82 - Гипсовое сырье
- ГОСТ 5382 - Цементы. Методы химического анализа