Аңдатпа
Құрылыс жәнс машиналардың қажалған бөлшектерін қалпына келтіру ресурс үнемдеудің басым бағыгтарының бірі ретінде табылып, жұмыс қабілеттілігін қамтамасыз етудің нақты стратегиясына айналып отыр. Қажалып тозған бөлпіектерді жөндеу процесінде қалпына келтіру қосалқы бөлшектср өндірісін кеңейтуге өз үлесін қосады. Бұл мақалада құрылыс және машиналардың таратушы біліктерің қалпына келтірудің тәсілдері қарастыралған.
Қазіргі уақытта Қазақстан Республикасының инженерлік-техникалық және жол - құрылыс нысандары автомобильдерден, тракторлардан, құрылыс және жол машиналарынан тұратын үлкен паркті құрайды, олар қүрылысты және көлік коммуникацияларын қалпына келтіру үшін қолданылады.
Құрылыс машиналарының паркінің қысқаруына және олардың тозуына байланысты оларды жоғары тиімді пайдалану үшін олардың пайдалану сенімділігін арттыру талаптары жағарылап, қажалып тозған бөлшектерінқалпына келтіруге, техникалық қызмет көрсету және жөндеу сапасын арттыру сауалдары туды.
Құрылыс машиналары паркінің техникалық дайындығының төмендеуіне жөндеу кәсіпорындырының қосалқы бөлшектермен қамтамасыз етілмеуі ең бір маңызды факторлардың бірі болып табылады.
Құрылыс және жол машиналарының қозғалтқыштарының қажалған таратушы біліктерін қалпына келтірудің әдістерін зерттеу
Қосалқы бөлшектерді өндіруді кеңейту материалдық және еңбек шығынын өсіруімен тікелей байланысты. Сонымен қатар құрылыс және жол машиналарының істен шықты деген болшектерінің 75% - на жуығы жөндеуге болатын бөлшектер. Сондықтан, қажалып тозған бөлшектерді жөндеу процесінде қалпына келтіру қосалқы бөлшектер өндірісін кеңейтудің маңызды мақсаты болып табылады.
Экономикалық тұрғыдан қарастырғанда қалпына келтірілген бөлшектерді, шектік қажалған бөлшектерді қалпына келтіріліп екінші рет пайдалану пайдалы. Бұл жаңа бөлшектерді дайындауға кететін шығындармен салыстырғанда қысқы мерзімде аз шығынмен жөндеуді қалыптастырады.
Құрылыс және жол машиналардың қажалған бөлшектерін қалпына келтіру ресурс үнемдеудің басым бағыттарының бірі ретінде табылып, жұмыс қабілеттілігін қамтамасыз етудің нақты стратегиясына айналды. Жаңа технологияларды пайдалану арқылы қалпына келтірілген бөлшектердің сапасы жаңа бөлшектердің сапасымен теңгерілді.
Үнтақты қатты қорытпаларды пайдалану қалпына келтірілген бөлшектердің ресурсын айтарлықтай арттырады. Плазмалық балқыма қалыңдығы әр түрлі тозаңдатылған қатпарды ұнтақты қатты балқымаларымен қақтаудың механикаландырылған тиімді тәсілдерінің бірі болып табылады.
Әдебиет көздерін талдау көрсеткендей, қазіргі уақытта бөлшектерді қалпына келтірудің тәсілдері үш критериялар арқылы жүргізіледі [1]:
- технологиякалық (қолдану критериі);
- техникалық (төзімділік критериі);
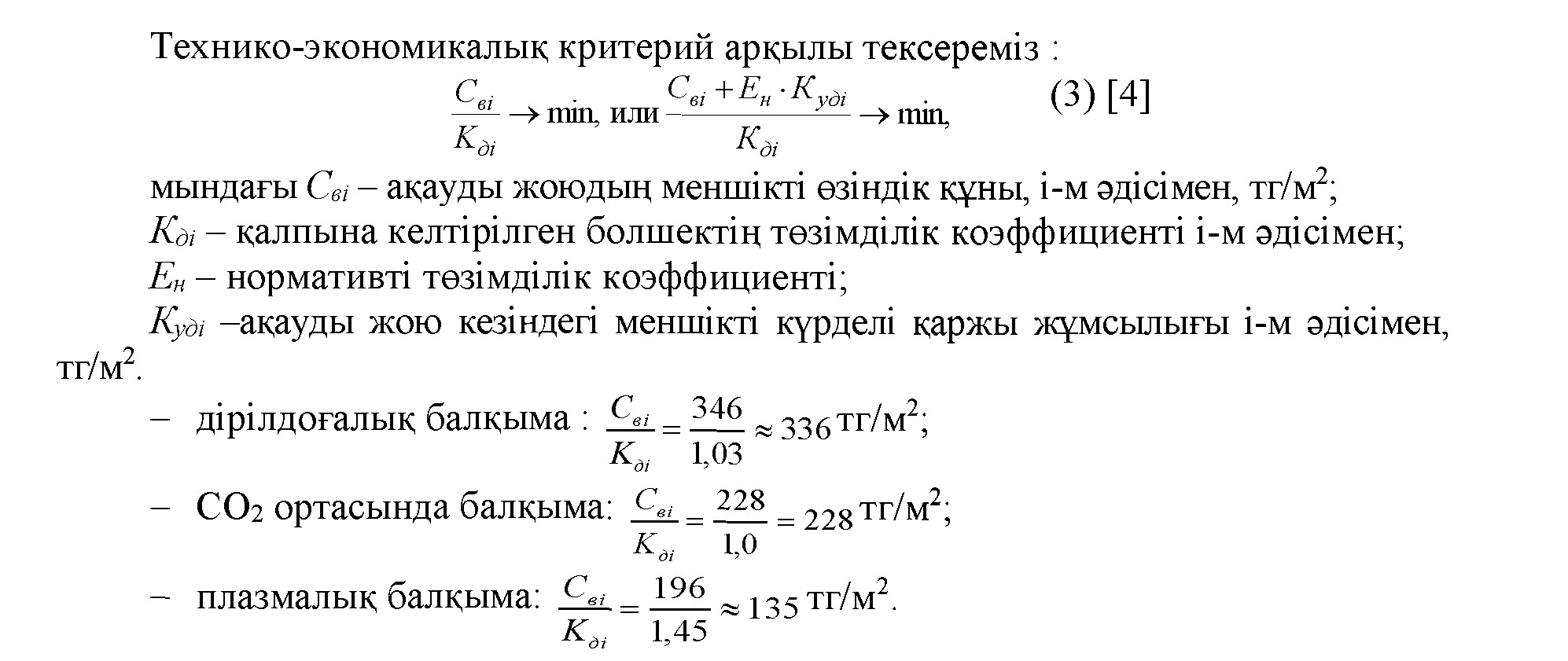
- технико-экономикалық.
Техникалық критерий арқылы бағалау мынау көрсеткіштер арқылы жүргізіледі [2]:
- Ілінісу;
- қажалуға төзімділік;
- шаршау беріктігі;
- микроқатаңдық;
- төзімділік.
1 Кестесінде қажалуға төзімділік, ілінісу, шыдамдылық коэффиценттері көрсетілген [3].
Таратушы біліктерді мынадай технологиялық критериялар арқылы қалпына келтіреді [3]:
- дірілдоғалық балқыма;
- CCh ортасында балқыма;
- плазмалық балқыма;
- газоплазмалық тозаңдату;
- плазмалық тозаңдату.
Таңдап алынған тәсілдер арқылы техникалық критериі (төзімділік критериі) арқылы тексереміз:


|
1 Кестесі Қажалуға төзімділік, ілінісу, шыдамдылық коэффиценттері |
|||
|
Қажалған келтіру әдістері |
Коэффиценттер шамасы |
||
|
Қажауға қарсы (K) |
Шыдамдылық (KB) |
Ілінісу (Kc) |
|
|
Көмір қышқыл газда балқыма |
0,85 |
0,9...1,0 |
1,0 |
|
Дірілдоғалық балқыма |
0,85 |
0,62 |
1,0 |
|
Флюс қабаты астындағы |
0,90 |
0,82 |
1,0 |
|
Доғалық металдау |
1,0...1,3 |
0,6...1,1 |
0,2...0,3 |
|
Газ жалынды балқыма |
1,0...1,3 |
0.6...1,1 |
0,3...0,4 |
|
Плазмалық балқыма |
1,0...1,5 |
0.7...1,3 |
0,4...0,5 |
|
Хромдау(электрлі) |
1,0...1,3 |
0,7...1,3 |
0,4...0,5 |
|
Темірлеу |
0,9...1,2 |
0,8 |
0,65...0,8 |
|
Түйіспелі балқыма (металл қабаттын жалғастыра дәнекерлеу) |
0,9...1,1 |
0,8 |
0,8...0,9 |
|
Қолмен балқыту |
0,9 |
0,8 |
1,0 |
|
Желімді компазиция |
1,00 |
— |
0,7 |
|
Электрмеханикалық өндеу |
до 3,00 |
0,8 |
1,0 |
|
Жөндеу өлшемдеріне байланысты өндеу |
1,0 |
1,0 |
1,0 |
|
Қосымша бөлшек қондыру |
1,0 |
0,8 |
1,0 |
|
Пластикалық де формациялану |
0,8...1,0 |
і.о |
1,0 |
Салыстыру нәтежесінде плазмалық балқыманың төзімділік коэффициент) неғұрлым жоғары және өзіндік құны томен екенін айтуға болады.
Тез қажалатын бөлшектердің қажалуға төзімділігін арттыру мақсатында дәнекерлеу ванасына ұнтақты жеткізу арқылы плазмалық балқыма әдісі қолданылған. Ұнтақты жеткізу арқылы бөлшектерді тозаңдатуда плазмалық қаптамалауда төзімділік 6-8 есе артады.
Плазмалық балқыма тек қымбат негізіндегі қорытпаларды (никель және кобольтты) ғана емес, темір бөлшектерді де тозаңдатуға болады.
Плазмалық балқылама әдісінің тағы бір ерекшілігі плазмалық процесті реттеуге электронды жүйені қолдану арқылы автоматтандыруға икемді.
Әдебиет:
- Батищев А.Н. Методика оптимизации способов восстановления деталей// Организация и технология ремонта машин. - M.: РГАЗУ. 2000. - С. 174 - 178.
- Конкин М.Ю. Ресурсосбережение при эксплуатации автотракторной техники. - M.: Информагротех, 1998. -73 с.
- Рекомендации для расчета ремонтного фонда и производственных мощностей предприятий по ремонту агрегатов и узлов тракторов и автомобилей. - М.: ГОСНИТИ, 1979.
- Новиков В.C., Очковский Н.А.. Тельнов Н.Ф. Проектирование технологических процессов восстановления изношенных деталей: Методические рекомендации к курсовому и дипломному проектированию. - M.: MTАУ. 1998. - 52 с.